优诚机械YCM伺服旋铆机铆接机价格实惠
-
¥18000.00
及时发货
交易保障
卖家承担邮费
数控伺服旋铆机铆接机常采用优诚径向旋铆机、摆碾旋铆机机头动力系统,根据工件铆接需求设计、定制、非标自动铆钉机、旋铆机、铆接机机身结构及各伺服驱动轴的规格型号及行程等。
数控伺服旋铆机铆接机的主要优点有:
1、铆接精度高 采用伺服驱动系统并配套重型丝杆导轨,不仅铆接精度可达±0.02,而且重复定位精度也可达±0.02;
2、应用范围广 伺服数控旋铆机铆接机不仅仅铆接一款产品或一个铆钉,在工作台及行程范围内可以铆接任意铆接点和高度不同的铆接点,满足各种工件的铆接需求;
3、操作简单 配置有触摸屏操作系统,参数、控制及故障排除一目了然,即使没接触过数控自动化设备的小白,也一看就会;
4、安全性好 不仅在各伺服驱动轴上配置有限位感应器,还加装有极限物理限位;设备配置防护罩,并在操作口配置有安全光幕,保障人员安全。
数控伺服旋铆机铆接机、自动铆钉机主要有:
单工作台龙门式数控旋铆机铆接机
双工作台龙门式数控铆接机旋铆机
二维工作台C型数控铆接机旋铆机
龙门式三轴摆碾数控铆接机旋铆机
转盘式旋转工作台数控铆接机旋铆机
铆接机旋铆机在使用过程中铆头产热、发烫是什么原因造成的呢?下面由武汉优诚机械有限公司售后工程师为大家讲解:
出现这种情况一般由以下四点原因。’
一、铆接机主轴自转不好(指摆辗旋铆机)铆接机铆接时,铆头自身转动速度较快,正常情况下铆接时转动速度是非常慢的。自动速度过快导致铆头与铆钉产生的摩擦力,就会产生很大的热量,不仅影响铆头的寿命,而且铆接后的零件表面非常粗糙导致光洁度较差;
二、铆接机在铆接时压力调整过大,使铆头端面与零件表面摩擦系数增大,从而产热现象。
三、铆接件的材质较硬,铆接时处于大压力状态,并且铆接时间较长,产生的热量较大。
四、铆接机自制使用的铆头长度不符合出厂的要求尺寸。铆接时铆头也会产生很大的热量。同时对设备的损害也很大。
1、 请将新购旋铆机外包装拆开,去除防水塑料罩,拆卸四个固定螺母及螺杆。
2、 将设备落地,无需地脚螺钉及垫铁,只要平稳无晃动即可。
3、 详细阅读《使用说明书》,并检查装箱单是否与实物一致。
4、 将大约50升的46号液压油通过油箱侧孔加入,加入量以油液没过温度油标计中间值为准。
5、 设备要求电源为380伏,接线为三相四线制,接线时线头上已经标出接电方式。“L1/U”、“L2/V”、“L3/W”接三相电源,“N”线接零线(不是地线),若不接零线设备将无法工作。
6、 如使用漏电保护器,请选用四线型。如使用三线漏电保护器,因零线在漏电保护器监控外,保护器将启动断电。
7、 在工作台底座侧面找到标有接地标志的接线柱,安装好接地线。
8、 打开电源开关,点动“油泵启动”开关,检查油泵电机转向是否为顺时针,否则请调换“L1/U”、“L2/V”、“L3/W”电源线中任意两相。
9、 将红色安全罩上部的黑色螺套(微调螺套)向下调整10mm。
10、打开电源开关及“油泵启动”开关,踩下脚踏开关,注意红色安全罩部分是否向下移动,若没看清楚,可松开脚踏开关 后再重新踩下。如果确认没有移动,可能是液路中有空气的原因,排除方法请参见说明书中“常见故障的排除方法”。
11、 在确认红色安全罩部分可以上下移动后,踩下脚踏开关不松,打开压力表开关,此时压力表将显示系统压力值。旋转溢流阀螺杆,可调整压力。(加工能力在16MM及以上铆 接机调压时需踩下脚踏开关不松,并且确认踩下脚踏时压力表开关处于关闭状态,踩下后再打开压力表开关并调节。)
12、其他调节详见说明书
以上说明仅供标准设备使用,非标定制铆接机、数控旋铆机等略有差异,如有需要请与我们联系。
一般铆接机旋铆机根据其动力源来分类可以分为气动铆接机旋铆机和液压铆接机旋铆机。很多初次接触旋铆机的用户可能不清楚两者之间有什么区别,不知道应该选择液压铆接机旋铆机还是气动铆接机旋铆机?下面我们从两种铆接机旋铆机的使用范围、工作的稳定性、节能环保和价格等几个方面来详细介绍下它们的优点与缺点,大家可以根据自己的产品及企业实际情况选择适合自己的铆接设备。
1、铆接范围 液压旋铆机铆接力可达220KN,也就是说可以铆接直径50毫米以下的铆钉(以普通45号钢实心铆钉为例),气动旋铆机铆接力在20KN以下,只能铆接直径12毫米以下的铆钉(以普通45号钢实心铆钉为例)。铆钉材质较软、半空心或者空心铆钉可以适当加大范围,相对铆钉材质较硬的需要缩小范围。
2、铆接稳定性 液压铆接机是通过液压站内部循环,因此相对于气动铆接机来说液压铆接机铆接力要稳定些。气动铆接机要求外部气源稳定,需有大容量气源或的储气罐。
3、节能环保 气动铆接机由于没有液压站,所以能耗较低。无需液压油,维护保养时也不会发生液压油泄漏等问题,所以相对环保些
4、设备价格 气动铆接机没有液压站所以相对于液压铆接机价格便宜一些
以上是为大家分享的一些关于气动铆接机与液压铆接机的区别,希望能帮助大家更加清楚的了解铆接机旋铆机。有什么关于铆接机旋铆机方面的问题请关注我们,我们将持续更新各种铆接机旋铆机方案案例,维护保养,设备选型和结构原理等方面的知识。
数控铆接机旋铆机是根据用户产品的铆接需要设计定制的一种非标铆接设备,常配置有PLC、触摸屏、伺服电机、X、Y、Z等多轴数控控制、位移控制、压力控制、安全光幕等,因此,相比普通标准型铆接机旋铆机的操作方法稍微复杂一些。所以我们一般对于订购数控铆接机旋铆机的客户提供免费的上门调试及培训服务,解决用户的后顾之忧。下面我们简单介绍下数控铆接机旋铆机的安装调试方法及步骤:
1、收到数控铆接机旋铆机设备时,我们先检查包装箱外部是否有损坏情况,如有请及时与我们联系。
2、拆开包装箱,将设备移调至位置。安装地脚并调节设备水平。
3、接通电源、气源和液压站加入液压油。这里如有不清楚的地方请参考铆接机旋铆机的操作方法和步骤。
4、打开电源开关后,触摸屏会自动开机。然后启动主轴电机和油泵电机,查看运行是否正常。
5、在触摸屏上选择手动模式,然后依次移动X、Y、Z轴检查是否运行正常,之后点击回原点。各伺服轴自动返回原点。
6、在触摸屏上选择产品参数设置,我们在这里根据工件的铆接点的位置坐标和铆接高度依次填入表格内。常采用移动工作台和机头位置来定位铆接点与铆头对中后来确定铆接坐标。
7、依次将工件铆接点位置确定并存储后,点击回原点。
8、操作模式切换至自动模式,启动双手按钮,设备自动对当前存储的铆接点位置及数量进行铆接。
9、铆接所有点位后,退回安装工位,人工取出工件。
数控铆接机旋铆机可存储多套程序,工作台范围内的区域都可以进行铆接。所以应用范围非常广泛,可用于汽车缸盖铆接、汽车支架铆接、汽车电池铆接、门锁铆接、铰链铆接等铆接点位多,铆接高度不一致等场合。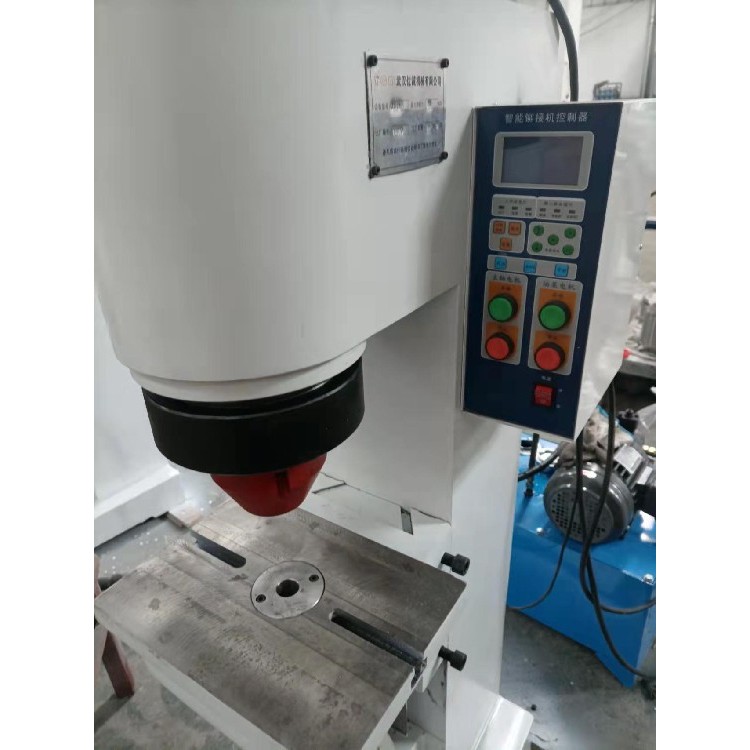
旋铆机铆接机铆接时,铆接形状大小达不到要求主要原因有:
1、铆接压力不够,也就是铆接力不够。液压旋铆铆接机请检查液压系统压力;气动旋铆机铆接机请检测三联件调压阀压力大小。
2、微调螺套限位,请检查微调螺套是否已经达到限位了。检查方法很简单,铆接时用手旋转微调螺套,如果不能旋转则说明微调螺套已经限位。
3、铆接机机头内泄,导致上下缸串压,铆接力不足,需更换密封圈。
4、旋铆机本身选型时,选择的铆接机吨位较小,铆接力不足,需更换大型号的铆接机。
5、铆头的设计制造方法不对,导致铆头尺寸或型腔不正确,主要针对于铆接圆弧形,碗型或者翻边型等情况,请根据产品铆接要求及铆钉余量等参数设计铆头。
6、铆接机机头内部零件损伤,咨询优诚铆接机技术人员及时更换配件。