昌都Q355D镀锌方矩管125x125x12结构方矩管钢材一站式服务
-
≥50吨¥4150.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
昌都Q355D镀锌方矩管 125x125x12结构方矩管 钢材一站式服务
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。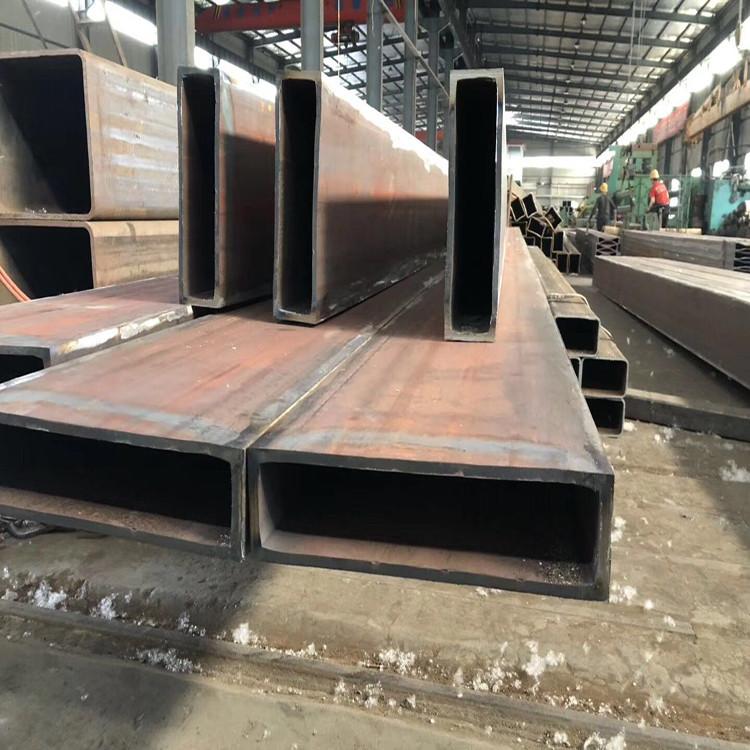

冷热镀锌区别镀锌方管有热镀锌方管和电镀锌方管两大类。热镀锌方管有湿法、干法、铅锌法、氧化还原法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层,以及薄壁管镀锌等皆须采用此法[1]。
RA-315药剂对矿泥适应性强,浮选泡沫脆、流动性好,出产操作安稳。对我国其他铁矿的选矿作用。A对东鞍山难选矿的选别实验。年下半年对东鞍山高亚铁难选矿石进行连选实验,RA-315及其他不同药剂的选别作用可见,RA-315适于作为选别东鞍山高亚铁难选矿石的反浮选捕收剂,它具有耐泥、泡沫安稳、易于操作等长处。选矿技能目标和经济效益优于石油磺酸钠和阳离子型药剂。到达鞍钢矿山公司于1987年7月31日所断定的连选实验目标(精矿档次64%,回收率75%)的要求。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。

304方管,是方形管材的一种称呼,也就是边长相等的的钢管。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。品名:304方管304方管的相关信息:304方管,顾名思义,它是种方形体的管型,很多种材质的物质都可以形成方管体,它介质于,干什么用,用在什么地方,大多数方管以钢管为多数,多为结构方管,装饰方管,建筑方管等.
我国某特殊钢厂轴承钢棒材4条生产线工艺流程:1)电炉-VHD精炼炉-模铸(68kg锭)-钢锭修磨(需要时)-Φ65轧机-酸洗、抛丸、检查-修磨-需要时退火-包装-入库。UHP电炉-LF+VD精炼炉-连铸或模铸(3t锭)、85开坯-检查-修磨-连轧(需要时连续退火)-检查-修磨-校直-包装入库。电炉-模铸电极-电渣冶金-轧制-或热处理-精整-包装入库。真空感应炉-真空自耗炉-轧制-精整-或热处理-包装入库。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
昌都Q355D镀锌方矩管 125x125x12结构方矩管 钢材一站式服务
在实际生产中,采用目测、电磁感应探伤和超声波探伤等方式检验连铸小方坯的质量;加热一般采用步进式加热炉加热。加热的要求是氧化脱碳少、钢坯不发生扭曲、不产生过热过烧等。现代化的高速线材轧机坯料大且长,这就要求加热温度均匀、温度波动范围小。轧制线材的断面比较单一,因此轧机化程度较高。由于坯料到成品,总延伸较大,因此轧机架数较多,一般为21~28架,分为粗、中、精轧机组。目前高速线材轧机成品出口速度已达1m/s以上。精整由于现代线材轧制速度较高,轧制中温降较小甚至是升温轧制,因此线材精轧后的温度很高,为产品质量,要进行散卷控制冷却。根据产品用途有珠光体控制冷却和马氏体控制冷却。其生产工艺流程如下:钢坯运入→成批称重→入库存放→炉前上料→钢坯质量检查→单根称重→加热→粗轧→切头尾→中轧→预精轧(轧间水冷)→切头尾→精轧(轧间水冷)→穿水冷却→吐丝成圈→散卷冷却→集卷→切头尾→压紧打捆→称重挂牌→卸卷→入库。