黄山Q345C无缝方管厂沣泽源400x400x12厚壁方矩管
-
≥50吨¥4150.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
黄山Q345C无缝方管厂 沣泽源 400x400x12厚壁方矩管
镀锌方管热镀锌方管:是在使用钢板或者是钢带卷曲成型后焊接制成的方管,并在这种方管的基础上将方管置于热镀锌池中经过一系列化学反应后又形成的一种方管。热镀锌方管的生产工艺较为简单,且生产效率是很高的,品种规格也多,这种方管所需要的设备和资金很少,适合小型镀锌方管厂家的生产。但是从强度上来说这种钢管的强度是远远低于无缝方管的。


无锡沣泽源金属材料有限公司可根据客户要求尺寸定做。方矩管,无缝方矩管产品主要应用领域:建筑钢结构,大型场馆,会展中心,升降机械,船舶制造,仓储货架,装饰装潢,交通设施,机场建设,铁路车辆,桥梁支架,矿井支架,立体车库,户外,健身器材,风电设备,车辆制造等行业。凭借优良的管理、开发优势,借助的开发理念、的发展思想以及成功的运作模式,无锡沣泽源金属材料有限公司一路飘红,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
直缝电焊方管(YB242-63)是焊缝与方管纵向平行的方管。通常分为公制电焊方管、电焊薄壁管、变压器冷却油管等等。承压流体输送用螺旋缝埋弧焊方管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝方管。方管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。方管口径大,输送,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
3、焊管工艺流程开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——终检查——包装4、无缝方管工艺流程圆钢——管坯——检验——加热——穿孔——定径——热轧——平头——检验——酸洗——球型退火——冷拔——成型——齐口——检验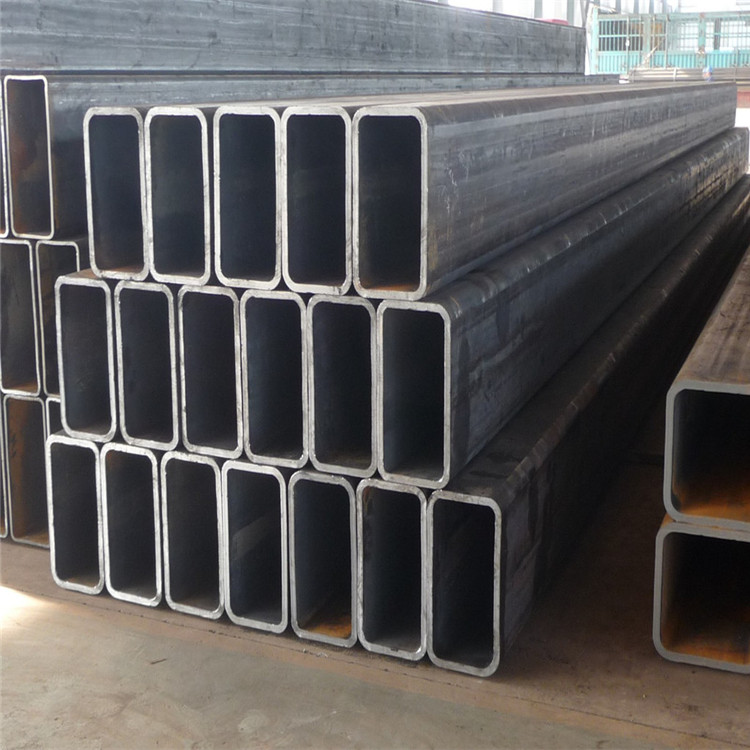
平焊位置的气孔多在焊缝中心部位,横焊位置的气孔多在焊缝中心上侧,多为细小气孔密集出现。它的产生原因是多方面的,如不纯、母材与焊丝清除不、焊接时保护层被破坏等。夹渣夹渣多出现在焊缝中心部位,呈细小颗粒状,有时连成一线。其产生原因多为氧化膜清理不净、环境中灰尘多及不纯等。未焊透在不加垫板的焊缝中常出现未焊透缺陷,在底片上多位于焊缝中心,主要是氧化膜阻碍熔合所致。在加垫板的焊缝中有时也会出现,其中主要原因为焊接工艺不妥或焊工操作不当。裂纹裂纹的形成有纵向和横向,还有根部裂纹、弧坑裂纹等。在不加垫板的焊缝中横向裂纹较多,对照实物可发现其多数为表面裂纹,且位于焊缝背面。产生原因是焊接时在此处停留时间过长,导致背面焊缝金属在凝固收缩时被拉裂。在加垫板的焊缝中多为纵向裂纹,大多出现在大口径管的焊缝中,多对口所致。这种缺陷有时在焊缝中心,有时也出现在热影响区。在收弧处常常会现呈放射状分布的弧坑裂纹,主要是由于焊接结束或中断时收弧不当所致。
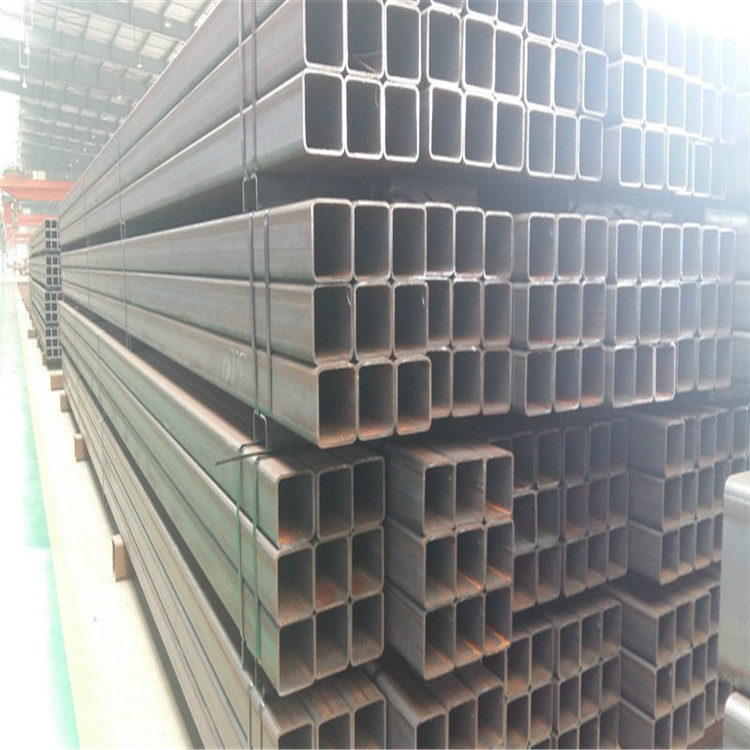
我公司生产镀锌方管、矩形管、方矩管、无缝方矩管、Q345B方矩管、方管、45#方管、20#方管、16mn方管、Q235方管等,可加工口径在5mm——800mm,厚度0.5mm——38mm之间。并可根据客户要求定制各种规格方矩型管。为适应市场需求,公司目前拥有LW1400×16焊管生产线一条,LW800*12焊管生产线一条,LW400*8焊管生产线一条,(3—6)*2200纵剪生产线一条,以及下线再加工设备、化验检测设备、无损探伤设备。
无锡沣泽源方矩管生产厂家在做大做强的同时,不断的创造业绩。 在社会各界的支持下、在公司的下,我们公司经过不懈努力,已经呈现出良好的发展态势,不断取得可喜成绩,赢得了市场的认可。质优,欢迎新老客户前来订购!
参加锆-硫酸溶液1毫升、茜素磺酸钠溶液5毫升,用水稀释至刻度,摇匀。放置2小时,在波长53毫微米处丈量吸光度并制作标准曲线。分析手续称取.2-.5克试样,置于铁坩埚中,参加混合熔剂3-4克,搅匀。放入预先升温至7-75°的高温炉中熔融1-12分钟,取出放冷。用少数水浸取后移入三口蒸馏瓶中,加.2克石英粉,渐渐参加硫酸2毫升,在13-135°通入水蒸气蒸馏。用4毫升烧杯(内盛有1毫升水、1%.5毫升和酚酞目标剂2滴)接受馏出液,搜集馏出液至4毫升即可。