巴音郭楞标志牌安装,交通指示标志牌杆件
-
面议
及时发货
交易保障
卖家承担邮费
泰耀照明法兰:法兰材质一般是Q235,法兰大误差25丝(比如10mm,要达到9.75mm以上),法兰下料分为剪冲下料、等离子切割下料以及激光切割下料三种
泰耀照明煎冲下料:为常规下料工艺,一般采生煎板机及冲床下料,优点:,运行成本低(加工成木低)缺点:边缘不整齐有毛刺和缺角,不平整腰孔处一般有翘角现象,每块法兰之间误差较大,一致性差,中间焊接孔一般需要人工火焰切割,度差。
等离子切割:一般采用板材离子设备进行切割下料,优点:切割速度相对较快,边缘及腰孔及中心孔都比较光滑,相对。缺点:加工成本相对较高,四周及开孔处都有一定的坡度,板材越厚,坡度相对越明显。每块法兰的起火点(穿孔)都有一个小的豁口,有一定的刮渣,需要后期打磨处理。
泰耀照明激光下料:采用板材上激光设备进行下料,优点:效率较高,所有的切割孔都比较光滑平整垂直,加工成本较低。缺点:前期设备投入较大,板材厚度越高,需要激光功率越大。
焊接制作
泰耀照明焊接工艺分为气保焊 、氩弧焊、激光焊、电焊
焊接顺序:精工下料后根据不同的杆形先做工装,进行首件打样(参与人员有技术部负责人生产部负责人质检负责人及一线焊工组组长)。确认无误达标后方可进行批量生产。
泰耀照明打磨:一般采用角磨机、磨头钻进行人工打磨至光滑平整。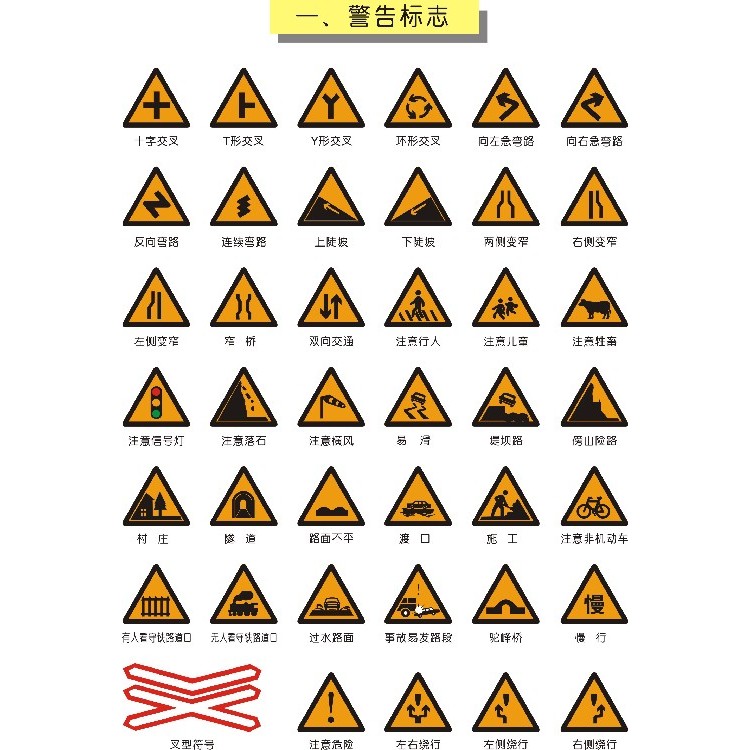
泰耀照明喷塑:镀锌后杆件返厂-灯杆较直根据不同规格的丝牙进行攻牙,上螺栓--粗打磨(去锌渣360无死角打
磨,打磨后要求锌层均值厚度达到65um)-焊接拼接处或整杆刮高温腻子自然风干后再用气磨机精磨。
根据特定工艺要求可整杆进行水磨研磨抛光处理,确保杆件表面光滑平整,按所需颜色喷涂塑粉,检
查杆件喷涂表面是否有堆粉、积粉,确认好没问题,将喷好塑粉的灯杆送至烘箱内进行高温烘烤。炉
内温度一般为200-230°进行烘烤45分钟左右后出炉,然后冷却30多分钟左右,将其灯杆卸在格登上
进行全面检查,对有气泡、漏底、钉眼、堆粉、等瑕疵进行气磨修复处理(无特别要求,采用电脑调
漆修补即可,高标准的重新喷塑,采用油漆修补成本低、速度快,但会有色差,修补处耐候性差
再次喷塑修复,成本高,速度慢,无色差、耐候性好。
喷塑厚度均值厚80-120um(附着力较强),过厚影响附着力,喷塑附着力检测:百格检测(工具:百格刀)
并采用3M胶带,粘粘数次不易脱落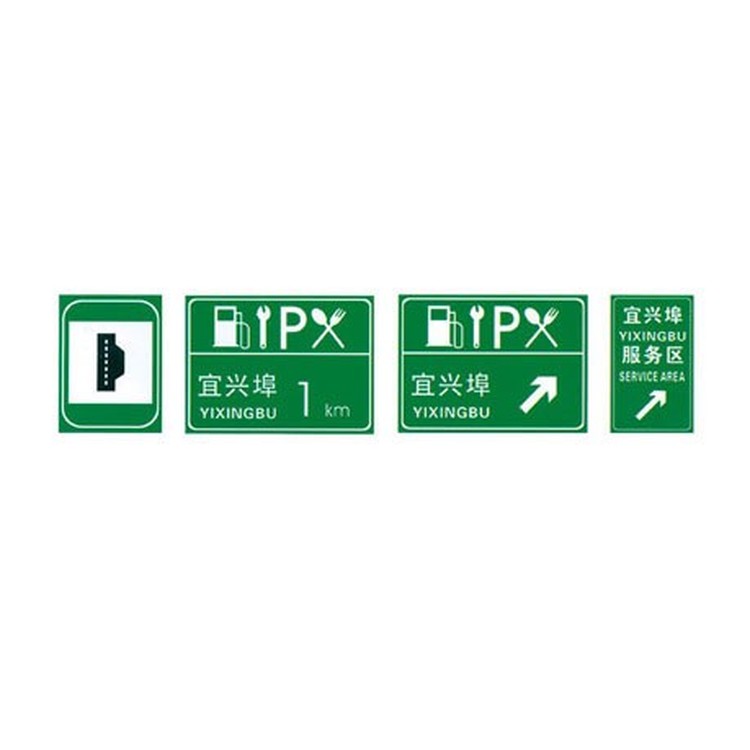
标志牌按形态分类
1、横式:整个比例横向比较长。一般整面都被利用为标志标牌。一般在小店铺和大建筑的墙面上都可以看到。
2、竖式:整个比例竖向比较长。一般整面都被利用为标志标牌。
3、突形:在建筑物的墙面上,除了背面以外的整面或有两侧墙面的情况下,两侧都被利用为广告载体的标识标牌。例如三面翻标识牌。
4、地柱形:标记在地面的某些固定构造上的横形、竖形、立体形的标识标牌
5、屋顶式:指在某建筑物的屋顶上设置一些固定构造物,并在上面挂着或贴着的板形活立方形或幻性的标识标牌。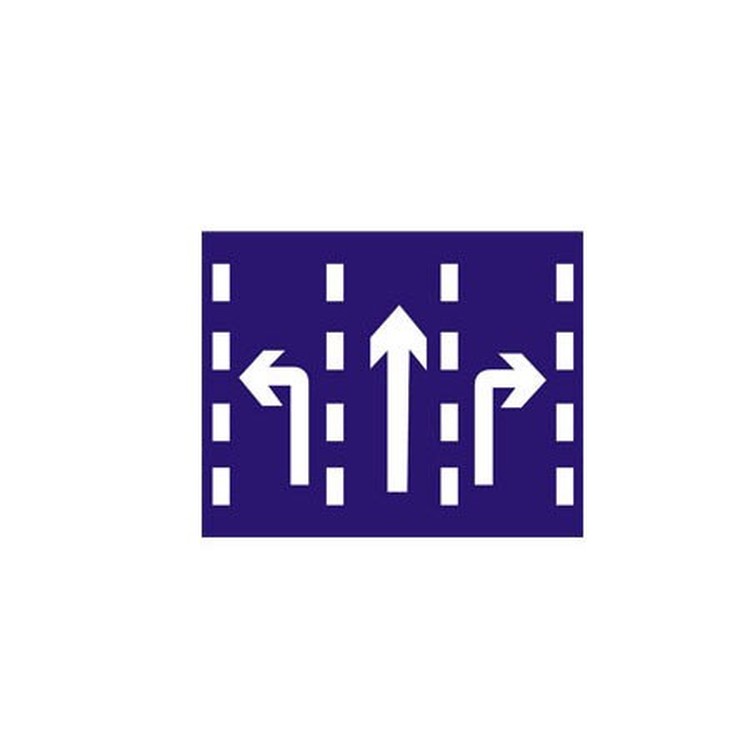
指路标志牌的分类
指路标志牌可以根据不同的分类标准进行划分。按照用途和功能,可以分为以下几类:
1. 地点指示标志:用于指示目的地的方向和距离,如距离某商场200米。
2. 道路指示标志:用于指示道路名称和方向,如前方右转到达某景区。
3. 旅游指示标志:用于指示旅游景点名称、方向和距离,如距离长城500米。
4. 高速公路指示标志:用于指示高速公路名称、出口编号和距离,如前方出口可到达上海。
5. 交通信息标志:用于提供交通信息和管理措施的提示,如前方施工请减速慢行。
类型:交通标志牌可以根据其形状、颜色和符号等特征进行分类。常见的类型包括圆形、长方形、正方形、三角形等。不同类型的标志牌具有不同的含义,例如圆形表示禁止、长方形表示警告、正方形或三角形表示指示等。