渭柏精密提供的键槽加工动力刀座,与其他技术相比,可以在一个非常短的时间内实现键槽加工,而不需要在两台设备上加工完成,所有的加工都在车削中心动力刀塔上完成,可以减少加工周期。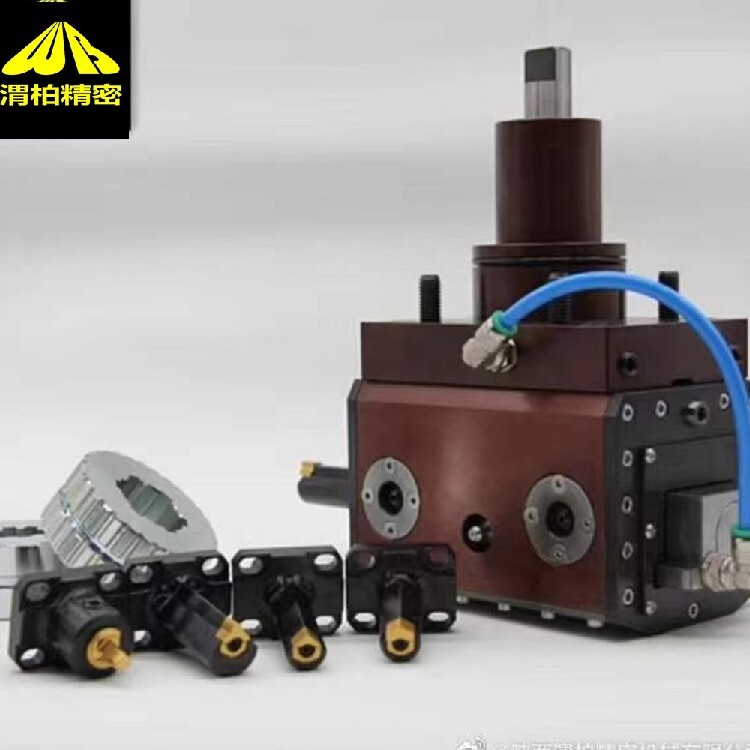
REV插削动力刀座外部轮廓加工技术简介
此短视频展示了外部加工:完成了一个外部开槽的轮廓 DIN 5482 模块 2.5 Z = 30。
加工材料为硬度 35 HRC 的合金钢。
单槽的完成时间为 4 秒,而完成整个齿形轮廓的总时间约为 2 分钟。
考虑到工具的刚性,所以加工非常简单并且具有的光洁度。
为了正确且有效地使用此工具,公司可为客户提供开发的程序。该程序适用于市场上的
所有数控车床。
REV键槽插齿动力刀座内部加工效率:单个键的完成时间为 6 秒,而八个加工过程需要的总时间约为 50 秒,代理渭柏精密机械