吉林自动型直螺纹钢筋套丝机数控型直螺纹剥肋
-
¥2000.00
及时发货
交易保障
卖家承担邮费
用途
钢筋直螺纹滚压机。主要用于建筑工程带肋钢滚轧直螺纹丝头,是实现钢筋连接的关键设备。可加工直径16-40mm的HRB335和HRB400级带肋钢筋。
特点
钢筋直螺纹滚压机,可一次装夹完成从剥肋到滚轧螺纹的加工过程。加工螺纹的牙形饱满,尺寸精度高,机械强度高。既可加工正扣螺纹,也可加工反扣螺纹。本机操作简单、结构紧凑、工作可靠,具有特的刀具自动开合机构。可加工直径范围为16-40mm的HRB335和HRB400级钢筋。
结构
钢筋直螺纹滚压机,由机架、夹紧钳、导轨、滑板、摆线针轮减速机、剥肋滚轧头、进给机构、自动开合机构、行程限位机构、冷却系统、电器控制箱、控制系统等部分组成。
钢筋套丝机主要技术参数
1.加工钢筋直径范围:φ16-φ40mm
2.主电机功率:4.0 KW
3.配用电源:三相380V 50Hz
4.主轴转速:40-62r/min
5.大加工长度:80mm
6.重量:560kg
手动款40型、手动款50型
数控型50型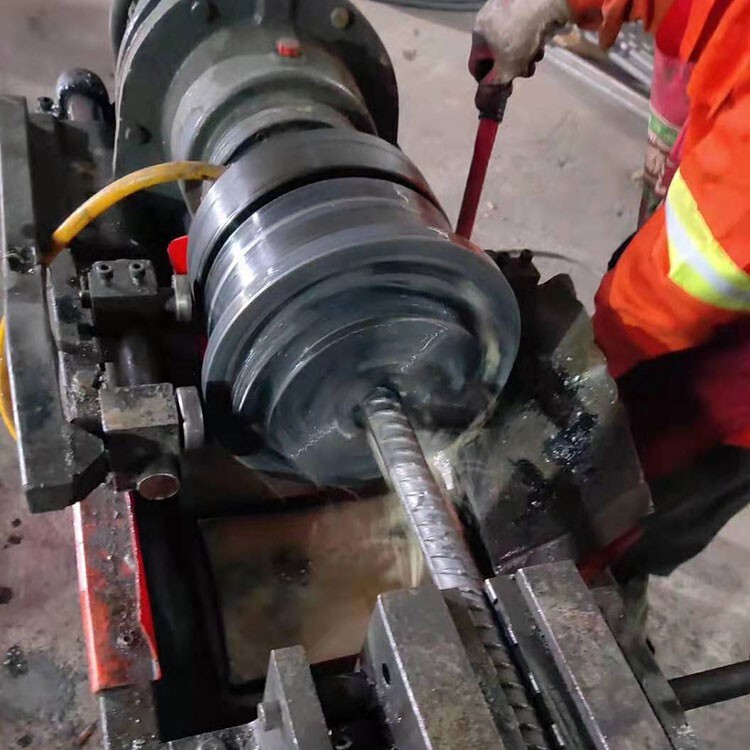
直螺纹钢筋套丝机操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时一定要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到一定程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
4.滚轧反丝时,先将滚轧头中的滚丝轮任意两个互换位置;再将行程开关压块前后互换位置,并行程不变。
5.滚轧反丝时,按下正转起动按钮,转动进给手柄向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停止按钮停车后,按下反转按钮,滚轧头反向旋转,操纵手柄继续进给,即可滚轧反扣螺纹,当滚丝轮与钢筋接触时,一定要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到一定程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车。按下正转起动按钮,即可实现自动退刀。
钢筋滚丝机结构
由机体、夹紧钳、滑杆、摆线针轮减速机、剥肋滚轧头、进给机构、自动开合机构、行程限位机构、自动回车机构、冷却机构、电器控制箱、控制系统等部分组成。
1、概述:全自动螺纹套丝机HH40型采用PLC控制单元实现全自动控制,能一键完成钢筋套丝工作整个过程。
2、电气特性:输入电源三相四线制(有零线),输出控制器电压220VAC,输入方式形成开关(DC12V)。
3、操作说明:按下启动按钮以后,夹持电磁阀开启,电动启动,之后前进磁阀开启,系统开始工作。整个工作过程无须要人干预,便可自动完成剥肋,套正丝/反丝,退刀,归位等整个过程。
4、自动钢筋滚丝机常见故障排除(1)现象:动作不正常或者在某个位置不工作。排除方法:A检查起点,中点,终点行程开关闭合时,控制器上对应的指示灯亮,行程开关断开时,指示灯熄灭。B检查控制器上的正转,反转指示灯和交流的吸合状态是否一致。当交流接触器吸合时,对应的指示灯应该亮。
(2)反转接触器频繁的自吸合后又释放。
设备安全操作注意车项:
直螺纹钢筋套丝机在使用过程中应注意以下安全事项:
1、施工人员进行技术培训,经考验合格后方可持证上岗
操作。
2、设备电源有漏电保护装置,本机有可靠的接地保
护,防止漏电伤人,设备停用后应切断设备电源。
3、为丝头加工长度,使用刻度定位。即:把定位指
标指向转向推杆上的刻度所需要的长度,将钢筋项住刀片后夹紧钢筋,再将滚丝头向后摇动,使刀片远离钢筋,再启动电源进行操作。
4、钢筋夹持在钳上后将钢筋夹紧,加工中如发现松动应
立即停机,再次夹紧。
5、滚丝头到前限位后不停机应立即搬动转换开关,使其反向
运转,严禁用手去阻止谈丝头的转动。
6、设备维修须有技术人员进行,不能私自进行维能拆
装。
7、设备在通电后,不能用手触摸任何带电电器元件以防触
电,电器箱内,严防进水。
8、设备在移动、装卸时应平稳、以免倾期伤人。