重庆从事神速大型输送机设计
-
面议
及时发货
交易保障
卖家承担邮费
从带式机系统的组成进行讲解:皮带输送机是重要的散状物料输送与装卸设备,可广泛用于矿山,冶金,建材,化工,电力,食品加工等工业领域,在煤矿,金属矿,钢铁企业,港口,水泥厂等地都可以看到皮机的大量应用,运输机械不仅能够完成散状物料的输送,还可以来输送成件物料,但依据使用地点,工作环境,输送物料种类的不同,在其设计和应用中也会有较大的差别; 现代化的输送机系统对防尘具有更高的要求,为此,在各转接处设有洒水集尘的装置,在胶带输送机沿线会设有防风罩或挡风板,系统是由单机组成的,对在整机系统中工作的操作和修理者来说,既要立足于自己分管的单机,又要了解系统间的相互联系,单机又是由许多部件组成的,只有做好各个部件的日常维护保养,使其处于良好的工作状态,才能确保设备的安全运行;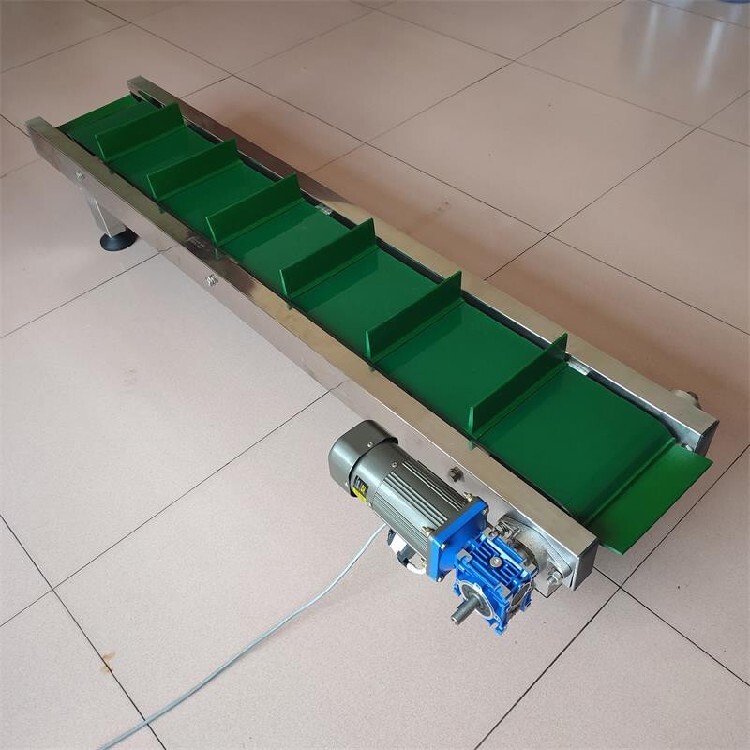
输送机调试步骤
(1) 各设备安装后精心调试输送机,满足图样要求。
(2) 各减速器,运动部件加注相应润滑油。
(3) 安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。
(4) 调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。
带式输送机运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。 另外,带子接头要正确,两侧周长应相同。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。
如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。