q355nh耐候钢板-镂空雕刻铝板-可按需定制加工
-
¥5200.00
及时发货
交易保障
卖家承担邮费
钢材的主要加工方法有哪些
1、钢筋加工前,应先去除钢筋上的铁锈,油渍等杂物。
2、钢筋加工要严格按料表进行,料表上应按设计和规范要求,注明需加工钢筋的型号、形状、尺寸及使用部位和数量。
3、根据钢筋使用部位、接头形式、接头比例合理配料。
钢材型材检测指标-屈服强度试验的测定:试验时纪录力—延伸曲线或—(夹头)位移曲线。从曲线图读取力下降前的力和不计初始瞬时效应时屈服强度阶段中的小力或屈服平台的恒定力。将其分别除以试样原始横截面积(S0)得到上屈服强度和下屈服强度(仲裁检验采用图解法)。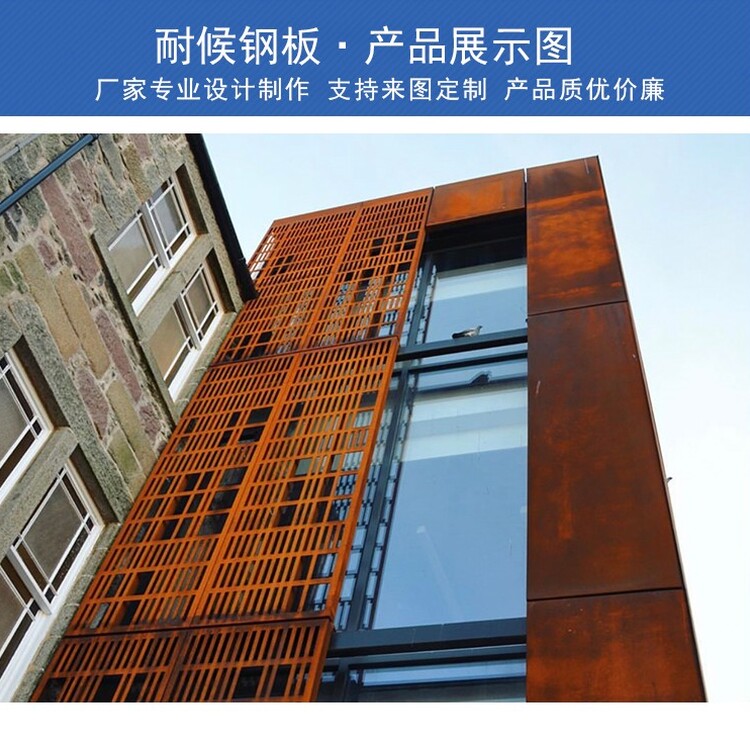
钢材:
是钢锭、钢坯或钢材通过压力加工制成所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化的重要物资,其应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品类,为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
钢材性质:
抗拉强度
弹性模量
塑性
冲击韧性、冷脆性
硬度
冷弯性能
可焊性
热处理
冷加工与时效
质量检测:
钢材包括钢材构件品质检测有很多种项目,包括拉伸测试、弯曲疲劳测试、抗压/折测试、耐腐蚀测试。材料及相关制品在研发及生产过程实时掌握产品质量性能,可避免因质量退货、原材料浪费等。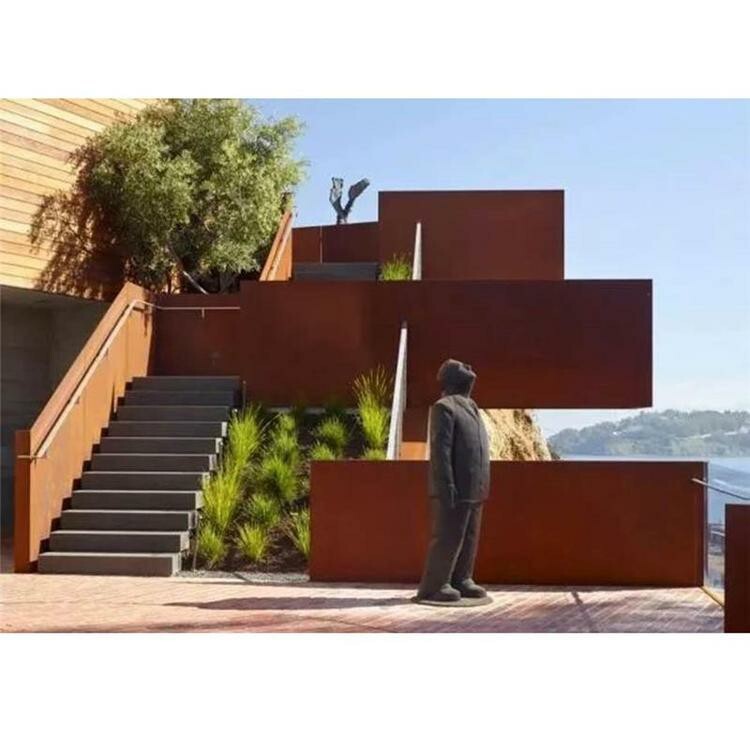
长期以来,钢中氢、氧、氮被人们认为是有害的气体。但是,目前所知,在碳化铬复合耐磨钢板中氢、氧有害、但氮在一些钢板中的有益作用则远远大于它的不利影响。
(1)氢氢在钢板中有几个和十几个ppm(10-6)的固溶度,而且在奥氏体钢中的固溶度要大于在铁素体钢中的。当氢超过钢中固溶度时,钢在凝固过程中会有气泡形成。严重时,会引起钢锭上涨时或连铸坯中产生气泡,较轻时氢致细小气泡会在热加工过程中延伸而形成裂纹。此时进行塔形发纹检查,常常会因发纹不合格而判废。即使钢中仅残留少量、微细的发纹,也会引起钢板的塑、韧性下降,而钢的耐疲劳性能降低尤为明显。这与发纹在交变应力作用下成为了疲劳源有关。为使连铸板坯不产生氢致气泡,有的生产厂提出铁素体铬钢板[H]610-6,铬镍奥氏体钢[H]1010-6。但有的厂家提出,在钢板小方坯连铸中,希望钢中[H]210-6或310-6。研究氢在1Cr18Ni9Ti钢板的分布表明,氢在晶界处的浓度要比晶内高3-4cm3/100g。氢在钢内的不均匀分布,使钢晶界的塑性特征值比晶内相应的特征值低20%-25%。氢对Fe-Cr合金电位影响的研究表明,钢中含氢后,Fe-Cr的电位下降,说明合金的耐腐蚀能力降低。试验和曲线表明:在介质中有微量H2S存在的条件下,传统钢板易产生氢脆(SCC);而超级钢板只能在含有低量H2S的油气井条件下使用。氢还可引起钢板的组织结构产生变化。
(2)氧目前钢板的冶炼与氧密切相关。氧化期是通过氧的作用把炉料中残存的和过多的元素去掉;还原和精炼过程则是将阶段氧化了的有用的金属元素(例如铁、铬等)还原到钢中,再将钢中氧尽量去除;残余氧在钢中是有害的,而且主要是通过氧化物夹杂的形式而表现出来。在正确的脱氧条件下,钢板中的氧含量应0.03%;对钢的纯净度要求高的钢板,钢中氧量越低越好,例如2010-6或4010-6。
(3)氮一般认为,氮可促进钝化膜中铬的富集,提高钢的钝化能力;氮可形成NH3和NH4+使微区溶液的PH值提高;富铬的氮化物在金属与钝化膜的界面处形成,进一步强化了钝化膜的稳定性。
不氧化法又称装入法。这种炼钢方法没有氧化期,炉料熔化后立即还原。不氧化法用于冶炼某些高合金钢,如高锰钢、高铬钢,等。在不氧化法炼钢过程中,和合金钢返回料是随其它炉料一起装入,由于不进行氧化过程,用电比较省。不氧化法炼钢缺点如下:
1、由于没有氧化脱碳过程,不能靠的钢液沸腾来清除钢液中的气体和非金属夹杂。
2、由于没有氧化期,不能有效地脱磷。
3、没有氧化脱碳过程,不能降低钢液中碳含量,不适宜冶炼低碳合金钢。
不氧化法基本上是炉料重熔过程。为了耐磨钢板的质量,应该掌握好工艺要点:
控制耐磨钢板的配料化学成分不氧化法炼钢过程中,各种元素含量变化很小,钢板的化学成分基本上由炉料决定,所配料时应将各种成分都配好,在还原期只作小范围调整。
碳:炉料平均碳含量应为规格下限或更低,在还原期钢液会增碳。
磷、硫:炉料中磷含量应比规格规定低w(P)0.02%,硫量也不超出规格规定。
使用方法主要分为七种:
1.切割:可用等离子切割、碳弧、砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,推荐方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
2.弯曲:耐磨钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按推荐小弯曲半径进行。
3.开孔:大孔可以采用等离子切割,小孔推荐使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4.焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。
5.塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。
6.螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接;
7.表面加工:耐磨钢板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。耐磨钢板不适用表面精度要求高的场合。