一体化mbr污水处理设备MBR膜一体化污水处理设备公司
-
¥300000.00
及时发货
交易保障
卖家承担邮费
兼氧MBR一体化污水处理设备工艺特点:
(1)兼氧运行:溶解氧在0.2~3mg/l,以兼性菌为主,曝气量小,节能。
(2)负荷高:污泥浓度高,容积负荷高,占地少。
(3)同步脱氮:兼氧同步硝化反硝化脱氮。
(4)除磷:兼氧气化除磷,磷以PH3形式去除。
(5)污泥接近零排放:实现有机污泥系统内自消化。
(6)出水水质好:采用日本三菱MBR膜技术(三层复合结构,不断丝,不用反洗,不用体外清洗),双层PVDF涂层过滤,膜丝表面成孔率高达90%,可作中水回用。
(7)节省运行成本:三菱MBR膜组件,自带曝气系统,不用反洗,不用体外清洗,化学清洗周期长,实现了无人值守。
(8)自动化程度高:由于采用了三菱MBR膜技术,不用反洗,体外清洗,大大简化流程,通过PLC控制技术,使设备高度集成化、智能化,真正实现了无人值守。
兼氧MBR一体化污水处理设备应用范围:
美丽乡村水环境建设、酒店生活污水、旅游度假区污水处理、高速公路生活污水处理、城镇农村生活污水等,圆柱式外观,简洁美观,改变传统模式,可地上或地埋式,可融入周边环境变为景观建筑,成为一道亮丽的风景。
兼氧MBR一体化污水处理设备工艺原理
MBR一体化污水处理设备主要由一体化生物处理设备和膜组件俩部分组成,具有特结构的MBR平片膜组 件置于曝气池中,经过好氧曝气和生物处理使得废水得以脱氮除磷和有机物降解,净化后的水由泵通过滤膜过滤后 抽出,而活性污泥以及一些杂质细菌等被膜组件截留来,保持设备内较高污泥浓度,生化处。
MBR一体化污水处理设备具有以下优点:
1、体积小,出水水质好。一般情况下,无需三级处理即可进行回用。
2、可使生物处理单元中的微生物保持较高浓度,大大提高容积负荷。同时,膜分离的性能大大缩短处理单元的水力停留时间,减少生物反应器的占地面积。
3、微生物菌群流失量少,有利于生长缓慢的硝化菌等的生长,使系统内各种代谢过程得以顺利进行。
4、一些高分子难降解有机物的停留时间较长,有利于其分解。
5、MBR一体化污水处理设备与其他过滤分离技术相同。在长期运行过程中,膜作为一种过滤介质被堵塞,膜在水中的运行时间逐渐缩短。有效的反冲洗和化学清洗可以恢复膜通量,保持MBR系统的有效使用寿命。
6、MBR技术应用于城市污水处理,工艺简单,操作方便,可实现自动化运行和管理。
7、外部漆采用汽车漆,便于用户整体规划布局,改变以往对污水处理设备的认知。
8、采用三菱MBR膜,不存在断丝现象,具有良好的机械强度,膜层内部以无纺布作为支持层,耐磨损性强。
兼氧H3MBR一体化污水处理器
一、设备七大优势:
二、1. 就近模式:可实现就近收集、就近处理、就近资源化,特别适用于排污点分散、灵活度要求高的村镇布局,助力村镇和市政水环境治理。
三、
四、2. 集成一体:基于兼氧H3MBR一体化技术高度标准化、装备化、智能化等特优势,公司了“恒大智慧云平台”的远程运维管理模式,能更好地靠近产品、靠近现场、靠近客户,实现管理的属地化,在快速响应运维需求的同时,能有效帮助客户收集信息并及时跟踪反馈客户需求,整体设备集成式一体化,PLC(编程逻辑控制器)自动化控制,设备地上式,外观简洁、大方,可用于景观装饰。
五、
六、3. 单元同步:兼氧H3MBR技术成功构建起微生物平衡共生、内源循环的生态系统,实现了同一单元、同一时段、同步降解污染物,集成度高、稳定性好、适应性强,优势。
七、
八、4. 技术优势:兼氧H3MBR工艺占地小、投资少、、建设周期短、无人值守、无邻避效应等优势能高度契合污水处理资源化以及构建水城相融城市体系的需求,在新区建设以及传统污水处理厂提标扩容改造等方面都大有可为。相对于传统污水厂,分布式的MBR技术将成为村镇污水处理的。
九、
十、5. 分布治水:兼氧H3MBR倡导的“源头截污、就地治污、集散结合、清水回用”分布式治水模式尤其适用于污染源点多面广的情形。
十一、
十二、6. 私人订制:针对每个项目的处理规模、进水水质、出水要求等进行一定设计与配置。相对于单一的卖污水处理设备,能够为客户提供符合需求的整体解决方案。
(兼氧MBR一体化污水处理器)
兼氧MBR一体化设备是利用膜生物反应器(MBR)进行污水处理及回用的一体化设备,其具有膜生物反应器的所有优点:出水水质好,运行成本低、系统抗冲击性强、污泥量少,自动化程度高等,另外,作为一体化设备,其具有占地面积小,便于集成。
一、工艺原理
兼氧MBR一体化污水处理工艺设备,它的工艺是三菱MBR膜分离技术与生物技术有机结合的新型废水处理技术。它利用膜分离设备将生化反应池中的活性污泥和大分子有机物质截留住,省掉二沉池。活性污泥浓度因此大大提高,水力停留时间(HRT)和污泥停留时间(SRT)可以分别控制,而难降解的物质在反应器中不断反应、降解。因此,膜生物反应器(MBR)工艺通过膜分离技术大大强化了生物反应器的功能。与传统的生物处理方法相比,是目前有前途的废水处理新技术之一。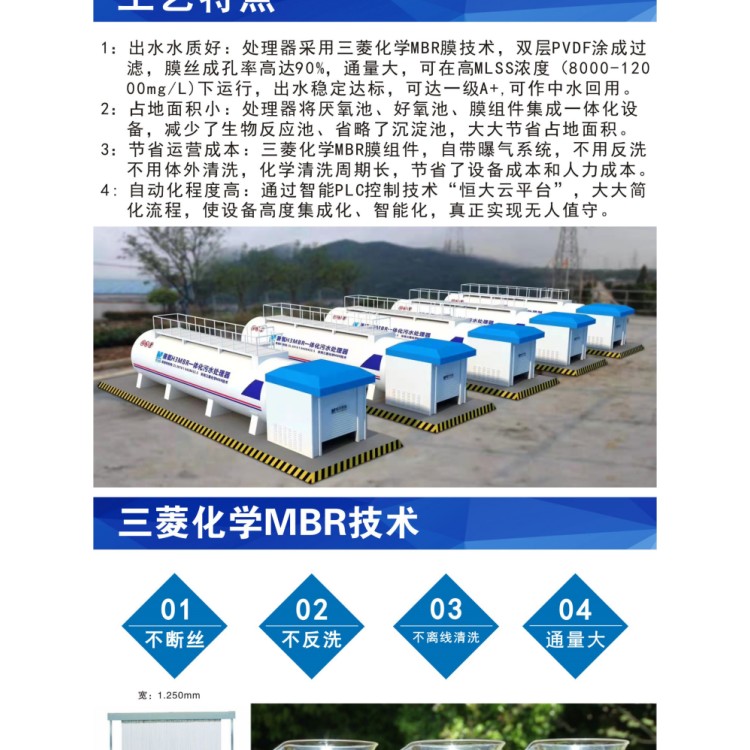
管理便捷
兼氧设备自动化程度高,通过控制系统模块和智能控制技术,使设备高度集成化和智能化,简化运行管理流程;设备运行数据、产水反馈数据等信息集中发送并共享至管理人员移动端和云端,轻松实现数据实时查看和设备运行情况掌握,满足管理操作人员远程操作和修改设备运行参数的要求。做到设备全自动化运行,智慧化管理,真正实现无人值守。