四川川泰焊接弯头配件
-
面议
及时发货
交易保障
卖家承担邮费
在管道系统中,焊接弯头是用于校正管道方向的管道配件。根据该观点,常用的三个是:45°和90°180°,并且根据工程要求,还包括其他未变形的观点弯头,例如60°。用于焊接弯头的材料包括铸铁,不锈钢,合金钢,可锻铸铁,碳素钢,有色金属和塑料。
与管道的连接方法包括:直接焊接(常用的方法)法兰连接,热熔连接,电熔连接,螺纹连接和承插式连接等。根据生产工艺,可分为:焊接弯头,冲压弯头,推压弯头,铸造弯头,对接焊弯头。其他名称:90度弯头,直角弯头等。
热推弯头是无缝弯头生产制造采用的一种工艺,采用弯头推制机,芯模和加热装置,使用套在模具上的坯料在弯头推制机的推动下向前面运行,在管子运行中进行加热扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,在采用管子的时候,采用管子的口径小于弯头的口径,在管子加热变形过程中,补偿到因扩口径而减薄其他部位,所以得到壁厚均匀的弯头,这是推制弯头生产制造工艺。推制机推制出来的弯头,外观漂亮,壁厚均匀可以连续生产制造,可以大批量生产推制弯头,所以一般碳钢弯头,合金钢弯头生产制造的主要工艺就是选用推制生产制造,并也应用在某些规格的不锈钢弯头的成形中。冲压弯头生产制造工艺是在早应用批量生产无缝弯头的成型工艺,在一般常用的弯头规格型号中已经被热推弯头所替代,但在某些规格型号中的弯头因为生产数量比较少,壁厚过薄或过厚。产品有特殊要求是才使用冲压生产制造工艺,在冲压弯头成型过程中,需要口径与生产好的弯头口径相同,使用压力机在模具中直接压制成型。冲压弯头分为冷冲压和热冲压更具冲压弯头的材质选择生产制造工艺,冲压弯头生产制造工艺不如推制弯头,质量外观不如前者,冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但是由于适用于单位生产制造和低成本的特点,所以冲压弯头生产制造工艺适用于小批量生产高压厚壁冲压弯头的生产制造。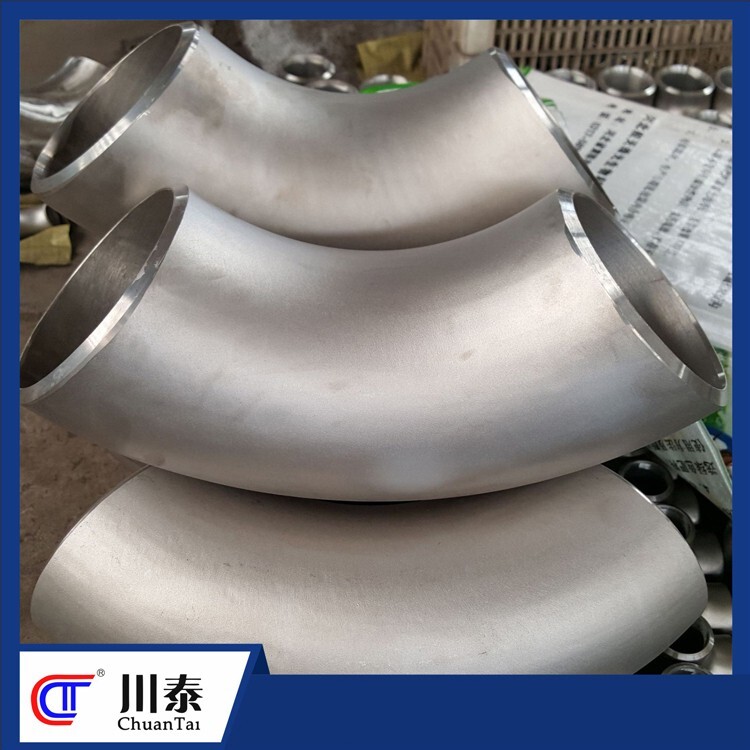
挤压弯头使用的弯头成型机,将管坯放入模具中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,所以冷挤压生产制造工艺适用于薄壁不锈钢弯头的生产制造,这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
对焊弯头生产制造工艺一般大口径弯头使用对焊生产工艺,把钢板在卷成弯头的形状,然后再进行焊接,焊接后然后在给弯头拍片,大口径弯头,一般采用对焊弯头,对焊弯头外观不如其他生产制造工艺漂亮,但是dn800以上的弯头其他工艺就生产制造不了,就要采用对焊弯头生产工艺。