6分镀锌管铭泰金属DN250*7内涂塑镀锌钢管经营销售
-
≥100吨¥3950.00
-
50-100吨¥3950.00
-
1-50吨¥4050.00
及时发货
交易保障
卖家承担邮费
6分镀锌管 铭泰金属 DN250*7内涂塑镀锌钢管 经营销售
一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。无缝钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,无缝钢管经冷却后,就要被矫直。冷拔无缝钢管(轧)无缝钢管圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程步基本相同。不同之处从四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,的热处理。
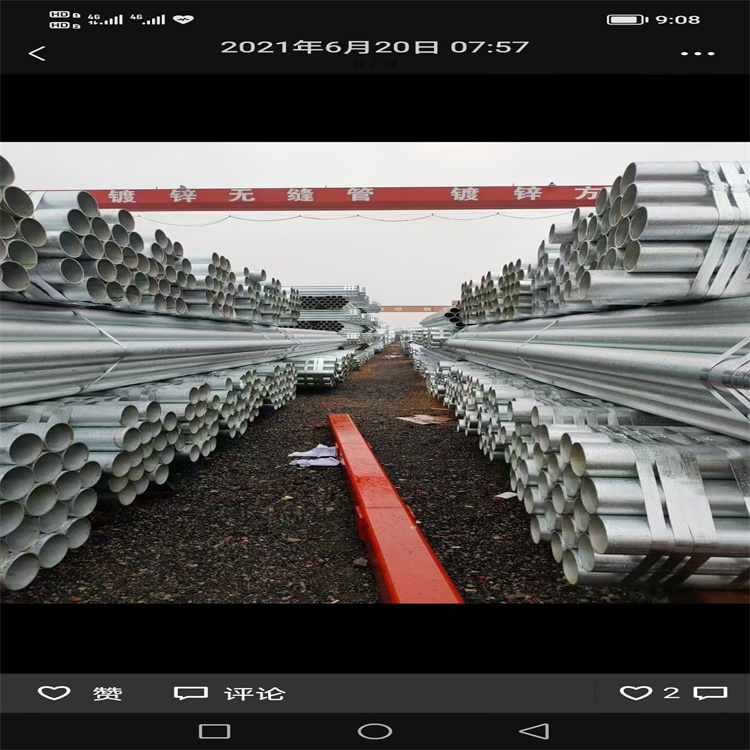
钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送,并可节约铺设管线的。主要用于输送石油、天然气的管线。低压流体输送用镀锌焊接钢管(GB/T3091-200也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。惯上常用英寸表示,如1/3/2等。直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。镀锌钢管分为冷镀锌钢管、热镀锌钢管,冷镀锌钢管已被禁用,后者还被国家提倡暂时能使用。六七十年代,上发达国家开始开发新型管材,并陆续禁用镀锌管。建设部等四部委也发文明确从2000年起禁用镀锌管作为供水管,新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。热镀锌钢管在消防、电力和高速公路上有广泛的应用。
热镀锌钢管广泛应用于建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械、大棚建设等制造工业。


6分镀锌管 铭泰金属 DN250*7内涂塑镀锌钢管 经营销售冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。按机构性能供应的国产无缝管,普通碳素钢按GB/T700-88的甲类钢制造(但保含硫量不超过0.050%和含磷量不超过0.045%),其机械性能应符合GB8162-87表内所规定的数值。
镀锌钢管表面有热浸镀或电镀锌层的焊接钢管。镀锌可增加钢管的抗腐蚀能力,延长使用寿命。镀锌管的用途很广,除作输水、煤气、油等一般低压力流体的管线管外,还用作石油工业特别是海洋油田的油井管、输油管,化工焦化设备的油加热器、冷凝冷却器、煤馏洗油交换器用管,以及栈桥管桩、矿山坑道的支撑架用管等。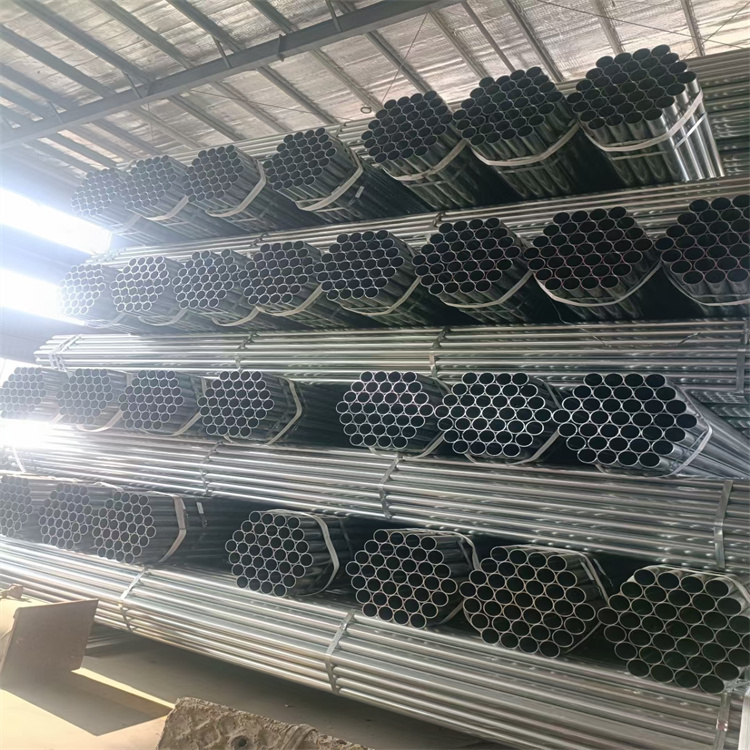
镀锌管国家标准及尺寸标准
GB/T3091-2015 低压流体输送用焊接钢管
GB/T13793-2016 直缝电焊钢管
GB/T21835-2008 焊接钢管尺寸及单位长度重量
6分镀锌管 铭泰金属 DN250*7内涂塑镀锌钢管 经营销售锻压法用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。因此,结合现代各种炼铁技术的优点,钢管厂提出了一种低焦比高炉炼铁新工艺。一般认为,COREX工艺的基本原理同传统炼铁高炉一样,只是将高炉从软熔带以上分为上下两个部分,上部为还原竖炉,下部为熔融气化炉,两者之间通过海绵铁下料管和煤气管道连接。COREX工艺的这种创新使其能够直接利用块矿和非焦煤来炼铁,但从能量利用和生产率等方面却并不于传统高炉。结合传统高炉炼铁的优点和目前COREX工艺的实践,钢管厂提出一种新的炼铁工艺,将COREX炉的上下两部分合并,取消中间的排料布料装置和拱顶,即相当于将COREX工艺的竖炉直接坐在熔融气化炉上,其设备内外形状类似于传统炼铁高炉,也就是在高炉风口吹纯氧,但在软熔带上部喷入800~900℃高温煤气,加强间接还原,这样既提高了高炉下部的熔炼效率,同时上部铁矿的间接还原并不依赖于下部产生的煤气。