苏州管板焊机厂家 自动环缝焊接机 焊机技术品质优
-
¥35000.00
及时发货
交易保障
卖家承担邮费
管板全自动焊接设计的,适用于一般管板形式的自动化焊接。可以焊接碳钢、不锈钢等材质的各种管子/管板接头型式,主要是管伸出、管齐平,可以填丝和不填丝,达到理想的焊接效果,重现性高。标配为小头,增加拖罩装置可用于钛合金等高保护要求的金属的焊接。对于直径32mm以下的管板常规采用的定位方式,对于直径32mm以上的管板常规采用弹性夹头定位方式。我们的管板自动焊机可与PD200、PD400程控焊接电源配套使用,主要应用于化工、食品、医药、各种换热器、锅炉、电厂和核电等行业。
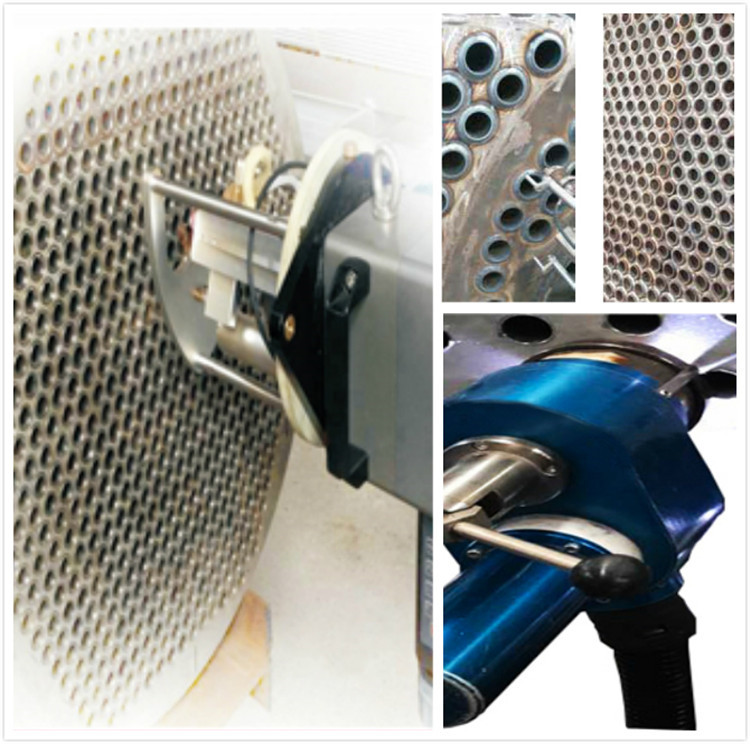
管板自动焊机的焊接方式:
1、电源和控制柜一体化设计,柜底装有万向轮,可随意移动;
2、焊机采用移动机架三维坐标以定位;
3、焊机采用七英寸彩色触摸显示屏,人机对话界面直观,参数查找、修改、核查方便;
4、焊机采用西门子PLC(可编程序控制器),至少可储存99种工艺参数,查找、调用方便,每种参数都可以即调即用或修改后使用,也可修改后再储存;软件可升级修改;抗干扰能力强;
5、焊机焊接过程为微机控制,按预先程序设定自动进行;
6、焊机具有四种焊接方式:
A、焊一层、不填丝;
B、焊一层、填丝;
C、焊二层、层不填丝,第二层填丝;
D、焊二层,均填丝。
7、焊机可连续旋转焊接,勿需回转;
8、机头采用循环水冷却芯轴,既能满足薄壁管的角焊又能带走机头热量,所以机器能长时间不间断工作。
9、本型焊机可用于管子管板的角焊、平焊、内隐式焊接以及深孔焊接;
10、焊机具有焊接起始点记忆功能,一道管口焊接完毕后,机头自动回转,转过电流衰减机头所转过的角度和焊缝重叠角,重回至焊接起始位置,便于下一道口的焊接;
11、焊机每焊一圈过程可分为八段,可分段设定脉冲基、峰值电流大小;
12、焊机具有三种脉冲工作方式供选择:电流脉冲、旋转脉冲和送丝脉冲;
13、焊接服务的过程中,可以操控遥控盒上的“ ”和“—”按钮,根据需要随时增加或减小焊接电流,确保焊接质量达到理想要求。

管板自动焊机之电阻焊概述
电阻焊的种类很多,常用的有点焊、缝焊、对焊和凸焊三种。
1、点焊:点焊是将焊件装配成搭接接头,并压紧在两柱状电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊主要用于薄板焊接。
点焊的工艺过程:预压,工件接触良好、通电,使焊接处形成熔核及塑性环、断电锻压,使熔核在压力继续作用下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。
2、缝焊::缝焊的过程与点焊相似,只是以旋转的圆盘状滚轮电极代替柱状电极,将焊件装配成搭接或对接接头,并置于两滚轮电极之间,滚轮加压焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法。缝焊主要用于焊接焊缝较为规则、要求密封的结构,板厚一般在3mm以下。
3、对焊:对焊是使焊件沿整个接触面焊合的电阻焊方法。

管板自动焊机环境敏感性降低:
封闭式机头可以很好的保护焊缝防止氧化,同时受外界环境和风的影响很小。
狭小空间可达性:对于非常狭小的空间,手工操作难以实现的操作位置,可以通过环缝自动焊来实现。
人为因素的影响:手工操作,依靠于操作者的技术熟练程度和责任心;环缝自动焊则更多依靠设备的精度和重复精度。