高刚性高精密亳州VMC-1890L立式加工中心
-
面议
及时发货
交易保障
卖家承担邮费
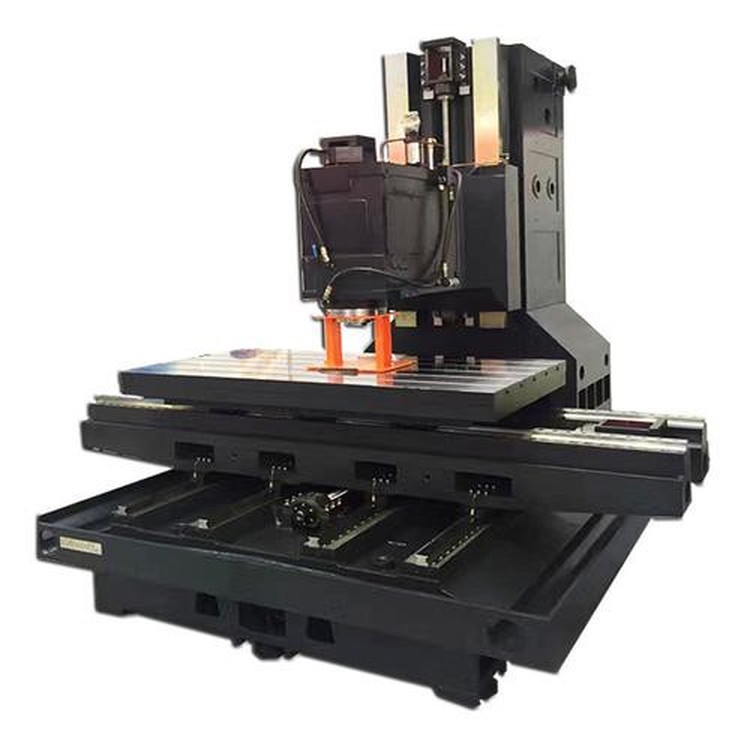
VMC-1890 立式加工中心 机型特点说明
VMC-1890 所有铸件经过电脑计算分析,合理的结构强度及加强筋的搭配,提高机械之高刚性。铸件材质采用米汉纳(密烘)铸件 HT300。能机床长期的稳定性和加工,铸件均做的退火处理,有利消除内应力,防止长期使用铸件变形。
底座设计:
机台底座结构宽实,全为重负荷全支撑设计,可确保加工时之重切屑能力, 机台底座采用油水分离盒设计,避免切削液因混合而劣化,延长切削液的使用。
立柱设计:
立柱为人字型三角结构,鞍座加宽加长,重负荷全支撑设计,结构结实。主轴头及主轴设计:
主轴头内以筋骨强化结构,接触长度比率适当,更能提供主轴之稳固支撑, 主轴中心到立柱 Z
轴轨道面距离为 932mm,加工范围更大。
主轴采用德国 FAG P4 级或日本 NSK P4 级高速高精密级斜角滚珠轴承,标准转速可达 6000rpm, 主轴装配利用 IRD 动态平衡校正设备,线上直接校正主轴动态平衡,使主轴在高速运转时避免产生共振现象,确保佳的加工精度。主轴使用高强韧四瓣爪拉刀,接触面大,抓刀力强,刀柄拉钉损耗小,寿命长。标准配备的主轴气幕防尘装置杜绝了加工过程中铁屑和灰尘侵入主轴轴承现象, 了主轴内部的纯净品质。从而也起到延长使用寿命。
2: 传动方式:螺杆及线轨
三轴马达与精密高速滚珠螺杆采用台湾上银 C3 级或银泰 C3 级直结传动及装配预拉,提前消除机床连续运动产生的热升温而造成的螺杆膨胀。X/Y/Z 轴采用滑动导轨支撑,可支撑重负荷、快速移动,确保定位精度更佳,X、Z 轴方向滑动导轨各 2 根,Y 轴方向滑动导轨 4 根,使机床在切削时及移动时获得佳的切削刚性及稳定性,具有高刚性、低噪音、低摩擦的特性,Z 轴配合氮气配重,无下滑现像,以确保主轴拥有的刚性和强度及佳的切削稳定性。机台快速位移X/Y/Z 轴 24m/24m/20m/min,率加工,减少加工时间。
3:刀库设计:
采用台湾刀库,快速、简易操作及命的刀具交换装置,提供平稳可靠的的刀具交换动作。特的刀具交换装置设计,已更新为电子式煞车驱动机构,去除了以往凸轮式结构使用几年后出现煞车片磨损需要更换问题。
4:板金设计:
设计的机台钣金外型美观,符合人体工学及国家 CE 标准,广受用户赞赏欢迎,配置防爆钢化玻璃,防护工件飞出误伤人员,侧窗都配有两道安全门锁,避免操作人员开启造成意外。排屑功能上,VMC-1890 设计为机内底盘冲水装置,切屑片被冲屑装置的大量切削液带至机器前端的履带式除屑机(含积屑小车)。机器内配置有高亮度的 LED 工作灯,便于操作者装卸工件、量测等工作, 配置的工作灯具有防尘、防爆等功能。
5:配电设计及面板:
操作面板采用台湾品牌原装进口面板,所有主要线材采用台湾原装进口线材,可耐外力拉扯耐油污腐蚀耐高温,质量达日本机台等级,于一般国产品牌厂使用粗糙线材,容易出现线材老化按键接触不良问题。活动式手轮旋转零件采用日本进口,使用寿命更长,背面配有强力磁铁,操作时可以稳固吸附在任意金属钣金上面方便使用,且具有轴别的选定,进给率的选择等多项功能,配有挠性延长线,方便刀具设定与工件座标设定,操作方便。电气箱配有干燥除湿包,避免空气中的湿气造成电器组件生锈。

VMC-1890 机型规格表
规格/机型 单位 VMC-1890
加工范围
X 轴行程(左右) mm 1800
Y 轴行程(前后) mm 900
Z 轴行程(上下) mm 800
主轴鼻端至工作台面距离 mm 150-950
主轴中心至立柱轨道面距离 mm 992
工作台规格
工作台尺寸 (X 轴方向) mm 2000
工作台尺寸 (Y 轴方向) mm 900
工作台大载重 kg 2000
主轴规格
主轴转速(皮带式) rpm ∅ 190-BT50-6000
主轴内孔锥度 BT50-45°
主轴推荐马力 kW 15/18.5(高扭矩IP电机)
主轴马达堵转扭矩 NM 196
进给系统
G00 快速进给 (X/Y/Z 轴) m/min 24/24/24
G01 切削进给 mm/min 1-10000
机器精度
X,Y,Z 定位精度 mm 0.005/ 300
X,Y,Z 重复定位精度 mm 0.008/ 300
刀库系统 *机床电力需要KVA:40
刀库类型 pcs 圆盘式 BT50-24T
换刀方式 随机
换刀时间 sec T to T 2.2
大刀具直径/相邻无刀大刀具直径 mm Ø80 / Ø200
大单刀重量 KG 15
大刀具长度 mm 400
机器尺寸 T型槽(宽*槽数*间距):22*5*165
机器尺寸(长*宽*高) mm 5800*3000*2800(排屑机)
机器重量(约) Kg 15000

机台交付时所需物品及相关要求
1. 电源/气源要求:动力电源:380V±10%,单相电源:220V±10%,电源总功率:40KVA,电源频率:50HZ±1%,三相,气源:6kg/c ㎡经适当干燥处理
2. 使用环境条件要求: 相对湿度:≤80%,环境温度:0℃-42℃,空气介质:无腐蚀性介质, 光线充足,通风良好,机床在上述工作环境下,长期稳定工作。
3. 润滑要求:68#导轨润滑油,为用油安全,提高机台性能,建议用美孚、壳牌等品牌。
4. 接地要求:机台地线单接地,严禁多台机接一个地桩或与其他设备接地相连或接到户外的水管上。要求用电阻 4Ω,长 1.5m 的的接地铜棒壹条打入地下,并在铜棒头部做三个Φ5-6mm 的螺丝通孔以便接线。
5. 切削液要求:至少 200L 的加工用的切削液(乳化液请按照要求配比约浓度,避免机台锈蚀,破坏机台精度)。
安装、调试、精度和验收
1. 设备的初验收在甲方工厂进行,初验收合格后甲方准备出机。
2. 机器到厂后,由甲方指派一名技术员协助乙方进行拆箱、点收、机床就定位等工程。
3. 机床就定位所需的吊车起重设施与搬运人力由乙方负责。
4. 机床就定位后, 甲方指派交机人员到乙方工厂进行安装、调试、验收。
5. 双方依据协议由甲方授权指派的技术人员与乙方授权人员按甲方提供的精度检验标准进行验收。
技术培训
甲方负责为乙方进行技术培训,培训时间为 3~7 个工作日,培训人员 2~5 人,培训地点在甲方,培训内容包括机床结构、性能及功能、数控系统操作,机床维护保养等知识。培训人员食宿自理。
售后承诺:
苏州特鲁特数控机床科技有限公司一向以提供产品和技术服务赢得客户作为企业的工作;工作中倡导精益求精、不断提,诚信为客、协助客户创造大的经济效益。为此,我公司对选用和关注我公司数控产品的广大客户做出如下售后服务承诺:
1.公司设有客户服务部:
①负责向客户提供快捷满意的售后维修服务和售后技术支持。
②设有多名技术,加强与客户之间的技术交流,接受客户技术咨询,指导客户正确使用和维护机床,全力提升双方数控技术的应用水平。
③设专人负责客户信息的接收登记、分析处理、回复回访及质量反馈等工作。
④客户服务部对外出服务人员的服务质量和服务态度及时进行监督与考核。
2.售后维修服务内容:
① 所用出厂设备提供一年的质量期和终身技术支持、维修服务。
②质量期内因正常使用发生的零部件损坏,由我方免费更换;质量期结束后,我方以优惠价提供维修所需要更换的零部件。
③对客户反映的设备故障信息(邮件或传真等文字形式)的分析处理在8小时内做出书面或电话回复。
④对有能力排除机床故障的客户,经确认需我公司提供损坏的常用零部件时,在24小时内(质保期过后的在履行完相关手续后)办理完发货事宜。
⑤对客户无维修能力急需我方售后人员上门维修的,在24小时内派出服务人员赶赴现场排除故障。
3.售后技术服务内容:
①随时接受客户使用人员的技术咨询。
②提供对客户使用人员的技术培训。
③提供必要的数控软件功能升级服务。