云南金属焊接设计
-
¥45.00
及时发货
交易保障
卖家承担邮费
金属焊接是一种连接金属的制造或雕塑过程。焊接过程中,工件和焊料熔化或不熔化,形成材料直接的连接焊缝。这一过程中,通常还需要施加压力来接合焊件。普通焊接与硬钎焊和软钎焊的区别在于软钎焊通过融化熔点较低(低于工件本身的熔点)的焊料来形成连接,无需加热熔化工件本身。
焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。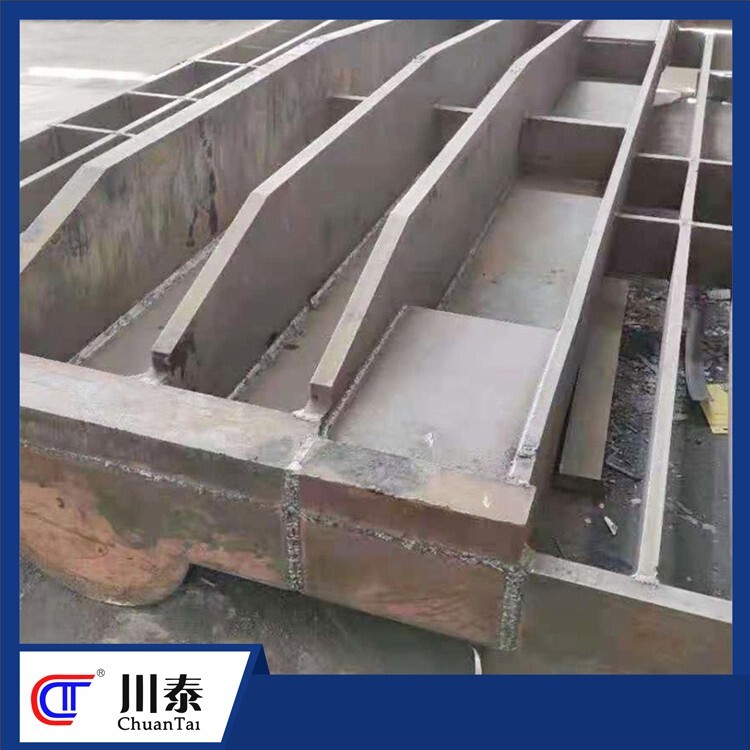
激光焊接
由光学震荡器及放在震荡器空穴两端镜间的介质所组成。介质受到激发至高能量状态时,开始产生同相位光波且在两端镜间来回反射,形成光电的串结效应,将光波放大,并获得足够能量而开始发射出激光。
激光亦可解释成将电能、化学能、热能、光能或核能等原始能源转换成某些特定光频(紫外光、可见光或红外光)的电磁辐射束的一种设备。转换形态在某些固态、液态或气态介质中很容易进行。当这些介质以原子或分子形态被激发,便产生相位几乎相同且近乎单一波长的光束-激光。由于具同相位及单一波长,差异角均非常小,在被高度集中以提供焊接、切割及热处理等功能前可传送的距离相当长。
金属焊接的方法:
熔焊:这种在焊接中将接口加热到熔化状态中,不需要压力就能够完成焊接的方法。
压焊:这种方法就是在加压的条件,使两个工件实现了原子间的结合,人们又把这种称为固态焊接。
钎焊;将工件跟钎料加热到高出了钎料熔点,比工件熔点的温度低时,使用了液态钎焊把工作润湿,从而也就实现焊接的方法。
金属焊接的方法,除熔焊和压焊外,还有一些可以用于异种金属焊接的方法,例如钎焊就是钎料与母材之间的异种金属焊接方法,这里说的是特殊的钎焊方法。有一种方法称作熔焊,钎焊,即对异种金属接头中的低熔点母材称为熔焊,对高熔点母材称为钎焊。而且通常以低熔点母材相同的金属为钎料。因此钎料与低熔点母材之间就是同种金属的熔焊过程,不存在特殊困难。钎料与高熔点母材之间则是钎焊过程,母材不发生熔化、结晶,可以避免许多焊接性方面的问题,但要求钎料对母材能良好润湿。
金属焊接焊口的位置要符合以下要求:
焊口应避开应力集中区,便于施焊、检验及热处理。
锅炉受热面管子焊口,其中心线距离管子弯曲起点或汽包、联箱外壁或支吊架边缘至少70,同根管子两个对接,焊口间距离不得小于150mm。
管道对接焊口,其中心线距离管子弯曲起点不小于管子外径,且不小于100mm(焊接、锻制成型管件除外),距支吊架边缘至少50mm,同管道两个对接焊口间距不得小于150mm,当管道公称直径大于500mm,同管道两个对接焊口间距离不得小于50mm。
通常金属之间的连接有六种方式,具体是螺纹连接、焊接、铆接、胶结、销连接和型面连接。每种连接方式的特点和应用环境都各有不同,也都有其优点和缺点。如螺纹连接的特点是结构简单,拆卸方便,但不适合连接厚度尺寸太大的物件。而铆接就具有接头强度高,紧密性好,但不宜拆卸等特点。胶接的优点是适合连接材料范围广泛,但接头强度较低,在湿热和温度变化等环境中易脱落。焊接相对于其他连接方式来说,同样有其自身优点和缺点。结合焊接的具体工艺特点,其优势在于焊接速度快,变形小;设备简单,能在室温或其他特殊条件下操作;可以连接材料多样化,并能对异性材料施焊,效果良好;高功率器件焊接时,可达很大的深宽比;可进行微型焊接,定位,可加工小型工件;可大批量自动化生产。
而焊接工艺的局限性在于焊接口通常无法拆卸;焊接自动化设备成本较高;若工件装配精度和焊接光束定位精度达不到要求,容易造成焊接缺憾;有些特殊材料无法进行焊接连接。