节能是目前非常重要的一点,对社会发展也非常重要。如今,管道的使用越来越多,因此铝皮保温技术得到了广泛的发展和应用。该技术主要是为了减少管道碰撞或长期发热造成的热量损失。一种以铝皮、铝等保温材料为设备,然后对管道进行保温的技术。
该技术使用相对简单,因此得到了广泛的应用用。当然,这种技术在应用过程中也有一些需要注意的地方,比如温度问题。如果温度过低,可能会冻裂管道,对这种技术的作用有一定的影响,所以一定要注意这一点,技术的应用。
铝皮保温技术在使用时也需要注意小知识是材料的选择选择好,如果材料选择不好,就不能发挥更好的效果,所以我们的使用不会太有用,所以材料的选择特别注意,选择好的材料才能充分发挥技术的特点。
这种管道保温实用性的出现,不少地区基本直接取消了之前的煤炭加热办法。先温热管道,然后用这种方法保温管道,加热效果更好更持久,铝皮保温效果很好,使加热流分散到室内各个角落,冬天不再感到寒冷。
管道铁皮保温非常容易理解,被广泛应用于一些设备保温和管道保温的工程当中,只需要在保温材料外部增加一层铁皮,这样不仅能够大大提升整体性的保温效果,同时还能够对管道的表面产生保护,所以很多人都对管道铁皮保温外护相关内容表现出了浓厚的兴趣,当然还需要大家对一些基本常识内容有所了解,帮助大家更好的进行操作。
对于那些需要保温的施工设备和管道来说,在具体的工作环境当中,需要拥有很高的工作温度或者是环境,所以都会增加一些铁皮的外部保护,可以有效减少热量的散失,同时也能够减少外界低温环境对设备的影响,从而大大增加了整体性的经济效益。
根据各部位设计的保温厚度焊接保温钩钉和外护板生根件,保温钉焊接要求垂直作业面,焊接牢固、保温钉错列布设挂线确定焊接位置,保温钩钉每平方米不得少于10个。
外护板支撑角钢( 30x30x3 mm )上下间距为1000mm左右,左右方向间距为600mm左右,要求双面焊接牢固,垂直部件和外护板,外护板连接角钢与支撑角钢间焊接牢固,焊肉≤5mm外护板生根骨架要准确,垂直、平整、水平要求误差+5mm ;用弯尺和线坠、水平尺等检验。
保温施工中层间错缝、压缝,错缝距离s150mm ,拼缝应严密平整,无露缝现象,尤其交角部位的保温更应错好缝,相互搭接;加强筋、人孔们、平台、等处的保温层按该原则处理好,错缝压缝合理,不能影响]的开启和设备(2)保温施工要求
1) 保温支撑件施工
1保温处焊接保温承重支撑件和防雨沿的工作应在在防腐层施工前进行。
2在距离储罐底部100mm处焊道保温支撑圈,依次向上,每间隔1.7m焊接1组承重圈。
3保温支撑圈焊接结构为先在储罐外壁每个保温支撑圈对应位置均匀焊-组50x50x5角钢支撑,角钢支撑沿着承重圈处储罐外壁均匀分布,之后钢支撑上焊接-圈50x50x5的角钢,角钢- -边向上。
保温支撑圈不得做成整体结构,应分成若干段,安装时每段之间应留有15mm的间隙。
4储罐.上部应焊接一圈防雨沿,盖于保温层上,防水沿用δ =3mm、宽度150mm的钢板连续焊于罐壁上,与罐壁成45°角。
5支撑件和防雨沿与储罐的外壁之间应满焊。详细保温支撑结构
需要现场加工的外护板要求准确,先用记号笔放线,确定无误后再用切割机切割,要求误差+3mm ,外表美观,外护板板间铆固用φ5x 14抽芯铆钉铆固,板与连接角钢间连接用自攻自钻螺钉ST5.5x25铆固,铆钉间距250mm ,要求吊线、放线铆钉位置,间距误差+2mm。电钻钻孔,垂直作业面,并在打孔前确定好位置,防止滑动破坏护板面层。
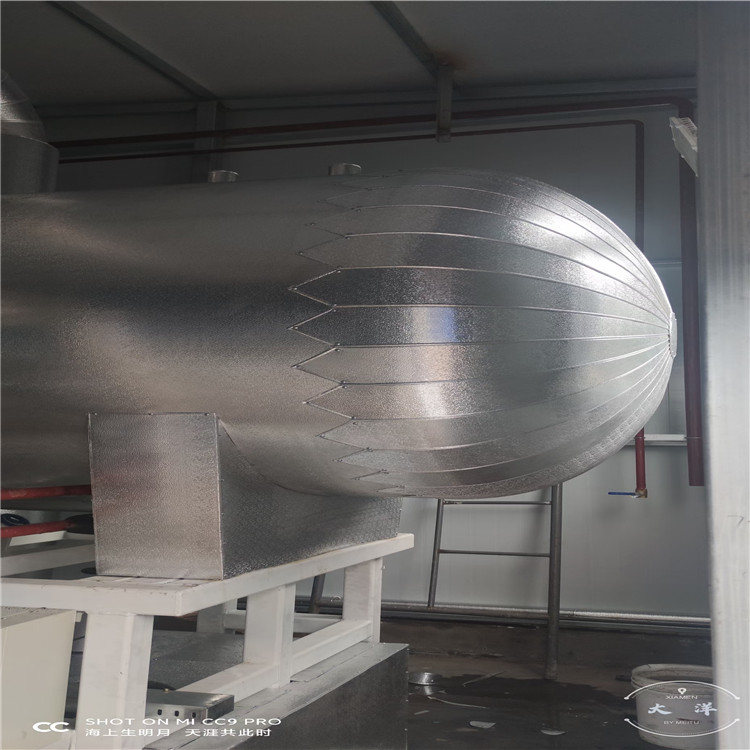
铝皮保温是一种常见的工艺,用于设备保温和管道保温。具体来说,它是指在保温材料外加一层铝皮,以带来更好的保温效果。一般来说,需要铝皮保温的设备和管道需要很高的操作温度。在保温材料的外部覆盖铝皮可以大大减少热损失,减少外部低温对热量成本的损失,带来的经济效益。 管道保温施工铝皮
那么,铝皮绝缘的具体生产过程是什么呢?在生产过程中,我们应该使用铝皮边缘机切割压力边缘,然后用胶水将铝皮和防水硅酸盐绝缘板粘在一起,然后用绝缘泥密封。然后用纤维布包裹,涂上防水涂层,然后安装铝箔板。
尽管施工过程看起来比较简单,但是在操作过程中,我们仍然要注意以下几点:
(1)为了确保铝皮紧贴防潮层和保温层,如果接缝泄漏,铝皮保温将失去其作用,但由于高温,铝皮会受到潮湿。
(2)需要注意的是,在安装咬接时,硬质保温产品的金属保护层不应损坏内部的防潮层和保温层。
所有连接角板,加工制作根据实际位置好尺后进行,防止材料浪费和与实际不符,影响安装质量和外表I艺,外护板安装做到上搭下、侧压底,防水、防风,安装外护板时挂线、吊线进行,水平和垂直,防止护板倾斜影响外观质量,所有人孔门四周按图用防雨框进行防水处理。外护板在加工、运输、安装过程中,要轻拿轻放,防止变形、划伤,影响外观质量,用软绳绑扎吊装,防止捆扎磨损。


