六盘水螺旋钢管Q235B应用广泛
-
¥2998.00
及时发货
交易保障
卖家承担邮费
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,在每道油漆涂刷前清洁表面,以表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的体系使工程质量得到控制。
广西沧海螺旋钢管厂家为你介绍
承压流体输送用螺旋缝埋弧焊钢管主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管现在螺旋钢管的常用标准一般分为:(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)(国标、也叫石油天然气工业输送钢管交货技术条件部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)螺旋管特点:直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。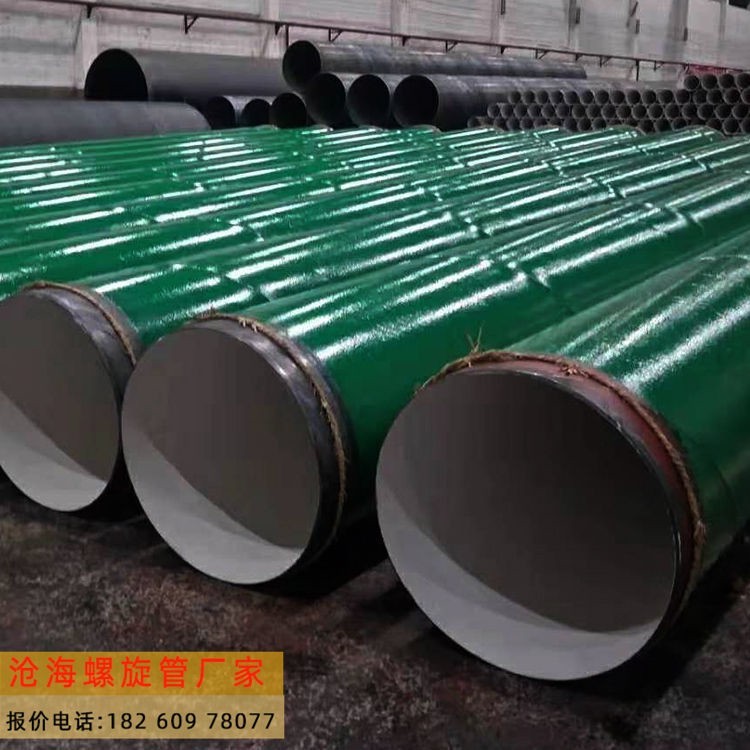
沧海大口径防腐螺旋钢管生产厂家生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线七条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42-X80的螺旋焊管30万吨。产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。材质贵规格可定做。加强筋焊接螺旋钢管介绍:螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个产品之一。作液体输送用:给水、排水,污水处理工程,输泥,海洋输水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等。螺旋钢管在投入前都要经过严格的理化检验。承压流体输送用螺旋缝埋弧焊管主要用于输送石油、天然气的管线,钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。本公司的产品完全符合国家标准之技术要求,也可根据用户需要按ISO,BS,ASTM,DIN等国外相关标准供货。承诺::为客户提供要求的定尺,切割,剪切,磨光研磨服务。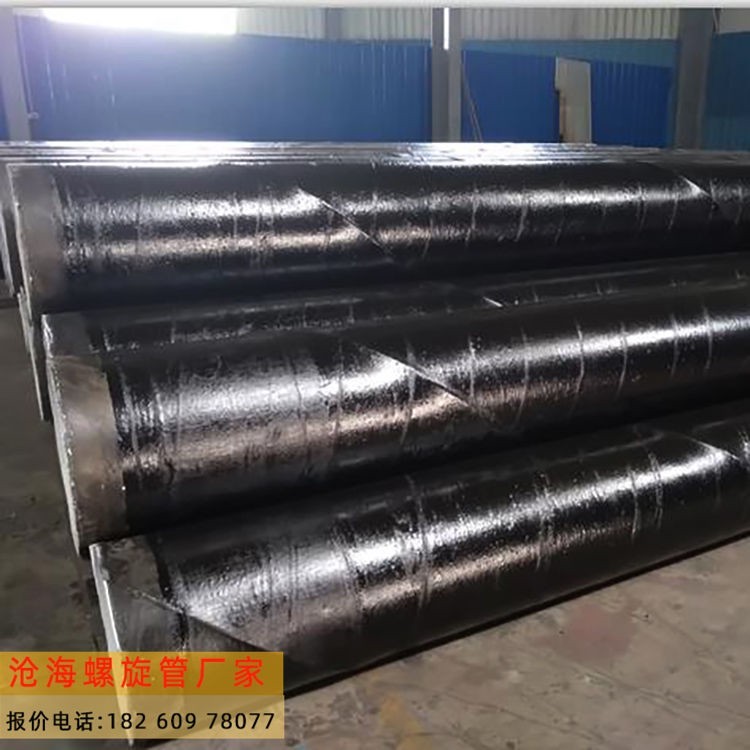
国标螺旋焊接钢管厂家是以连续焊丝作为电极和填充金属,工作时在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保 护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以 使焊缝金属缓慢泠却。 埋弧焊可以采用较大的焊接电流,的优点是焊缝质量好,焊接速度高。因此,它适于焊接大口径的螺旋钢管。而且多数采用自动化焊接,目前已广泛用于碳钢、低合金结构钢和不锈钢的焊接。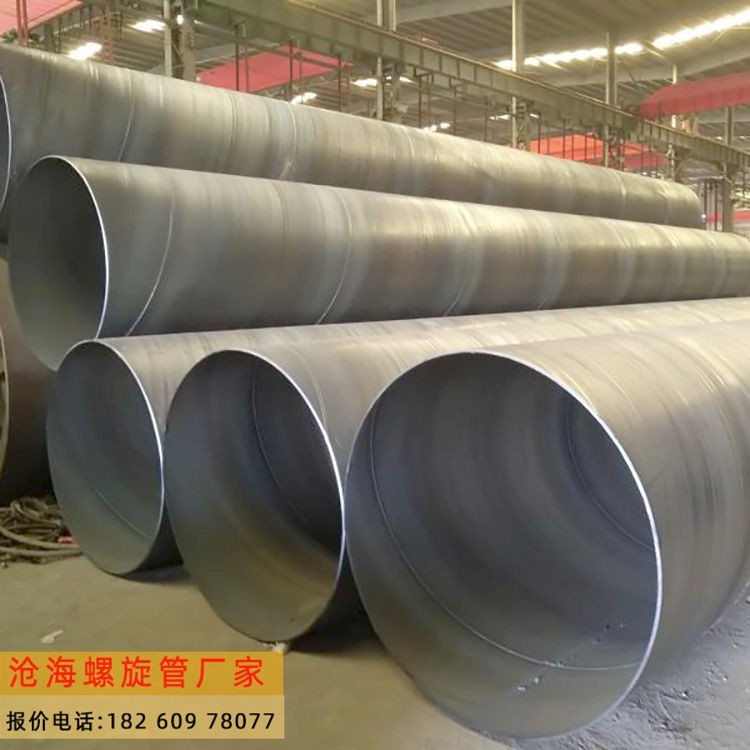
厚壁螺旋钢管无论是在工业中有很大的用途,常见的参数有: 1、直度钢管的弯曲度不得超过钢管长度的0.2 %。可从钢管侧表面的一端至另一端,平行于钢管轴线拉一根细绳或细金属丝,测量拉紧的细绳或细金属丝至钢管侧表面的距离。 2、钢管长度通常长度:6~12m。定尺长度:定尺长度应在通常长度范围内,其极限偏差±500mm。 3、圆度在管端100mm长度范围内,钢管外径不得比标称外径大1 %,小外径不得比标称外径小1 %。采用能够测量和小外径的卡尺、杆规或其他测量工具测量。 4、管端钢管管端应加工坡口。坡口角度为30°,钝边尺寸为1.6mm±0.8mm。以钢管轴线的垂线为基准测量坡口角。本周国内铁矿石市场波动运行,各地区市场表现略有差异,进口矿市场明显反弹。国产矿方面,整体呈现持稳运行态势,但东北部分地区市场小幅波动上扬,盼涨气氛略有提升。进口矿方面,市场报价连续小幅上扬,部分品种成交情况也较前期有所回暖。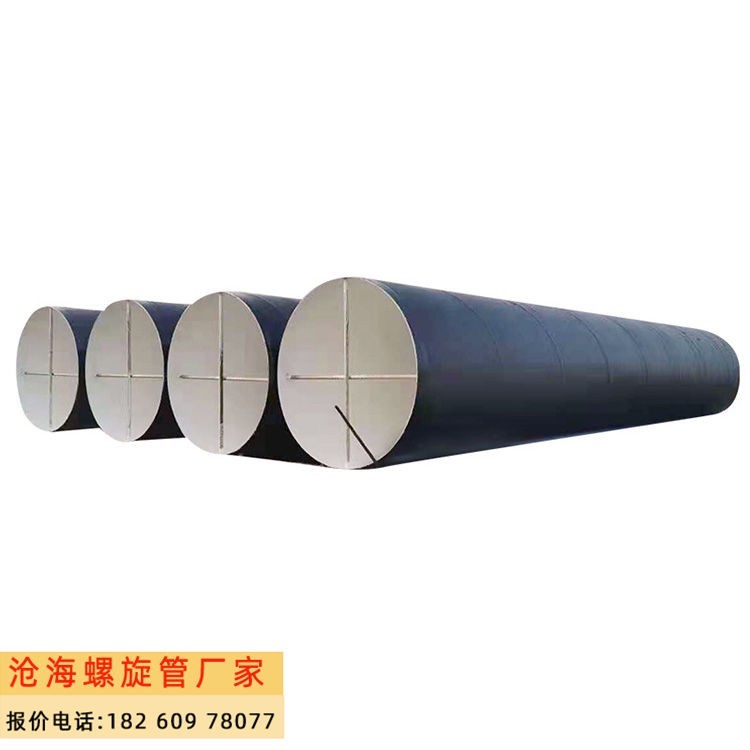
螺旋钢管广泛采用双面埋弧焊的焊接技术,下面浅谈一下埋弧自动焊的形成过程及特点。埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧形成过程是这样个空洞,。焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到由于螺旋钢管采用埋弧自动焊的焊接技术的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一,除了此种的生产;生产时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋焊管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到,因此目前还是被广泛采用着。