河北秦皇岛工业螺旋管工厂
-
¥3652.00
及时发货
交易保障
卖家承担邮费
螺旋钢管是用热轧卷板生产的,直缝埋弧焊管是用钢板生产的。螺旋管厂家热轧带钢机组轧制工艺具有一系列的优点,具有获得生产管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋钢管的可焊性。而直缝焊管没有相应的生产标准。 一般螺旋钢管机组均采用在线连续检验方式来焊缝的的焊接质量,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征。连续检验有利于焊接缺陷的监控、焊接质量的稳定、焊接等级的。从焊接工艺而言,螺旋钢管与直缝钢管的焊接方法一致,但直缝钢管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
螺旋钢管可以根据外形尺寸,长度外观质量来判断螺旋钢管的质量。螺旋钢管发生爆破时,由于焊缝所受正应力与合成应力比较小,爆破口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的大应力,所以焊缝处于垂直应力这一方向时承受大载荷。即直缝承受的载荷大,环向焊缝承受的载荷小,螺旋缝介于二者之间。很简单可以从螺旋钢管的材质和外观来判断您要购买了材料。
钢管中,直径很大的就要作成螺旋钢管了,是由钢带缠绕做成,焊缝也是螺旋形。焊管中,直径较小的可以使用带钢由联合制管机组联合完成(包括焊接和切断),焊缝是直缝厚壁螺旋钢管管材的优势,厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。
厚壁螺旋钢管
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30至,而且生产速度较低。因此,较直径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。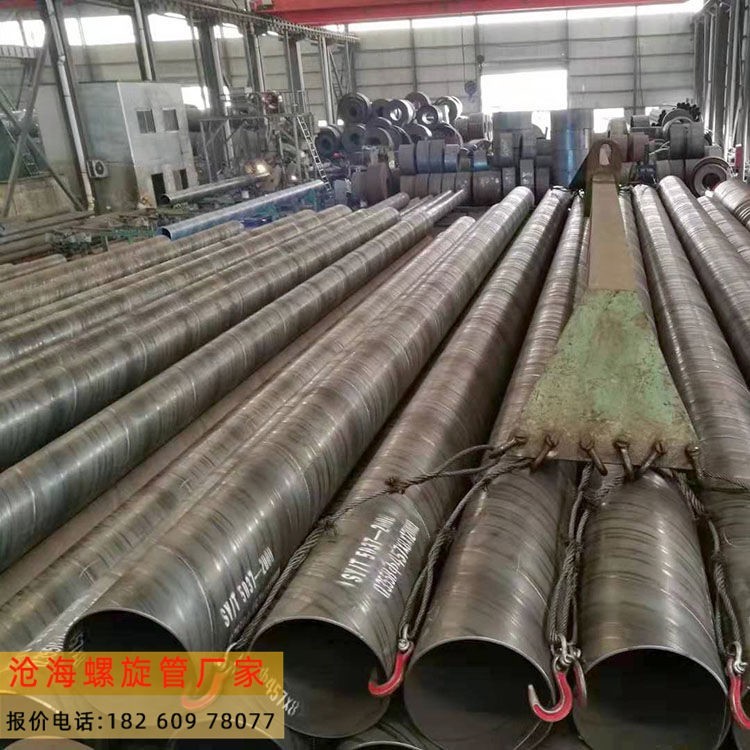
螺旋管是一种常见的管道,通常用于输送液体或气体,因此焊接质量直接影响到管道的使用效果和安全性。
1、焊接前要对螺旋管进行表面处理,
确保焊接表面干净,无油污、锈蚀和杂质,以免影响焊接质量。
2、选择适当的焊接方法和焊接材料。
螺旋管可以采用手工焊、气体保护焊、电弧焊等焊接方法,根据管道的材质和要求选择合适的焊接方法。
同时,选用适合的焊丝和焊剂,确保焊接质量。
3、控制焊接参数。
在焊接过程中,要控制焊接电流、电压、焊接速度等参数,确保焊缝的质量和稳定性。
4、注意焊接顺序和技术。
对于螺旋管的焊接,通常采用螺旋式焊接方法,即从管口或者管末端开始,沿着螺旋线逐渐向管中心焊接。
要控制好焊接的速度和温度,焊缝的质量。
5、注意焊接环境和安全。
在焊接过程中,要注意通风换气,避免有毒气体对焊工的影响。
同时要做好防护措施,防止烧伤、电击等事故的发生。
6、焊接完成后要进行焊缝的检测。
通过X射线探伤、超声波探伤等方法对焊缝进行检测,确保焊接质量符合标准要求。