宿迁容器板切割-中厚板数控下料货源充足
-
≥5吨¥1800.00
-
3-5吨¥1800.00
-
1-3吨¥2000.00
及时发货
交易保障
卖家承担邮费
宿迁容器板切割-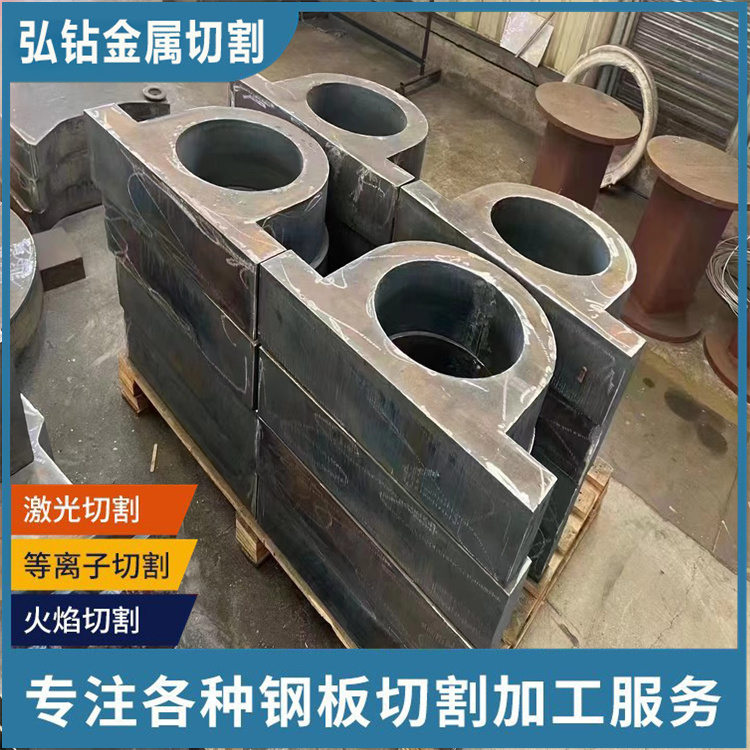
从各种中厚板切割应用情况来看,国内生产的中厚板切割的技术水平、整机性能等整体水平都取得了可喜的进步,逐步赶上水平,满足用户的需要,进一步了市场竞争力。国内一些数控等离子切割产品在许多方面已形成自身的特点,实现了“自动化、多功能和高可靠性”。
数控激光切割是一种非常好的切割,具有很多优点,不需要经过后续处理。在数控切割机中,有式和非式切割之分。式切割是指割直接与钢板表面,然后引燃起弧切割。这种对厚度在mm以下的薄板非常适合。它具有切割速度快割缝窄以及变形小等特点,但由于割和钢板表面是的,因此空间很有限,热源在有限的空间内,所以会对割嘴造成损伤,从而影响到割嘴的使用寿命,所以它对于厚板切割是不适合的。
宿迁容器板切割-中厚板数控下料 货源充足 控制钢板加工冷却的横向均匀性和厚度方向的对称性是控制中厚板平直度和降低内应力的必要条件。横向冷却横向方案是通过改善下集管的横向角度和保水点等来实现层流冷却温度控制的均匀性。冷矫直:矫直可以改善钢板的残余应力分布,当钢板加工的横截面应力分布不均匀时,有必要采用弯曲辊措施来增加局部变形,以补偿纵向纤维的不均匀长度,从而消除波浪弯曲,并使钢板的内应力均匀化。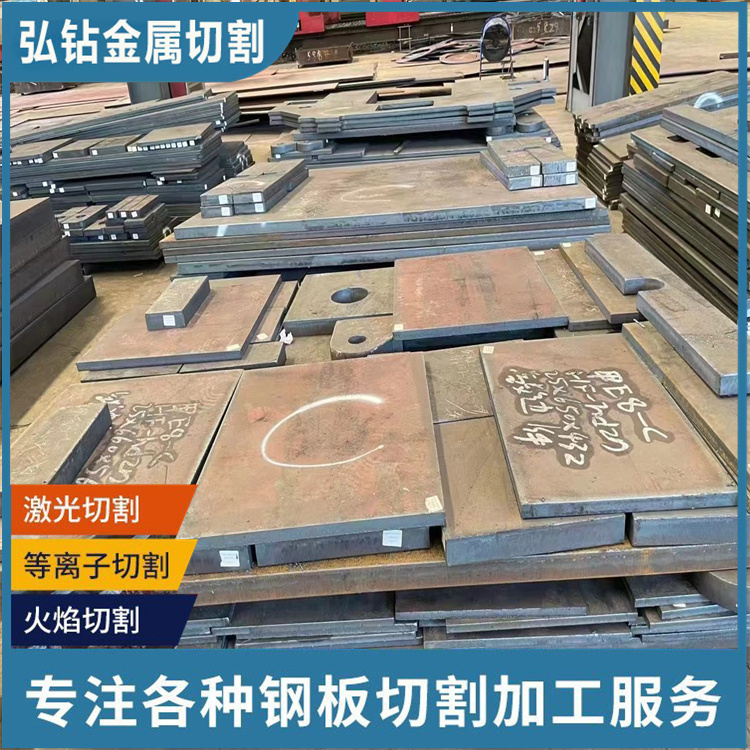
对于削减成本,这里是火焰切割和等离子切割的。1火焰切割初期投资小,后期成本更高一般要求火焰切割,少量电量(电量消耗相当于家用电饭煲的耗电量)),一小时约一个力量。此外,火焰切割需要大量的气体和氧气,这也是火焰切割所需的主要消耗品。
在此列举下料、折弯工序的标准及规范供大家探讨,抛砖引玉,以期在行业内引起广泛地讨论。此外,钢板厚度的偏差会影响折弯和焊接的参数,其允许偏差标准需提前据此采取预防措施。钢板加工不同材料时,如SPCC、SUS、Al等,其折弯扣除BD值是不相同的。