潮州螺旋钢管
-
¥3000.00
及时发货
交易保障
卖家承担邮费
螺旋管特点:直缝焊管生产工艺简单,生产,成本低,螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
无缝管是一种具有中空截面、周边没有接缝的长条钢材。无缝钢管是钢管没有缝,热轧或者冷拉工艺成型。特点是承压好。
亦称为螺线筒或螺线体。螺旋管的外径约为30毫微米,内径约为10毫微米,相邻的螺旋间距约为11毫微米。螺旋管的每1周由6个核小体围成,H1组蛋白位于螺旋管腔的内表面,对维持螺旋管的结构起着重要的作用。由核小体组成的10毫微米纤维螺旋化形成30毫微米粗纤维,使DNA长度进一步压缩6倍。
螺旋管表面处理方法:
1、清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐措施;
2、工具除锈:要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度;
3、酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染;
4、喷(抛)射除锈:喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈要用于管子内外表处置,抛丸(砂)除锈要用于管子表面面处置。
随着经济的不断发展和基础建设的持续推进,螺旋钢管行业呈现出蓬勃发展的态势。我国螺旋钢管生产技术在引进和创新的基础上实现了重大突破,新型的生产工艺和设备不断涌现,提高了生产效率和降低了生产成本。同时,我国螺旋钢管生产厂家主要集中在华北和东北地区,这些地区拥有众多的生产厂家,凭借的生产技术和设备,在螺旋钢管领域占据重要地位。从市场来看,中国螺旋钢管的出口量较大,在国际市场上占据一定份额。然而,各国对钢管行业的市场准入和贸易政策不尽相同,给企业的国际竞争带来了一定的挑战。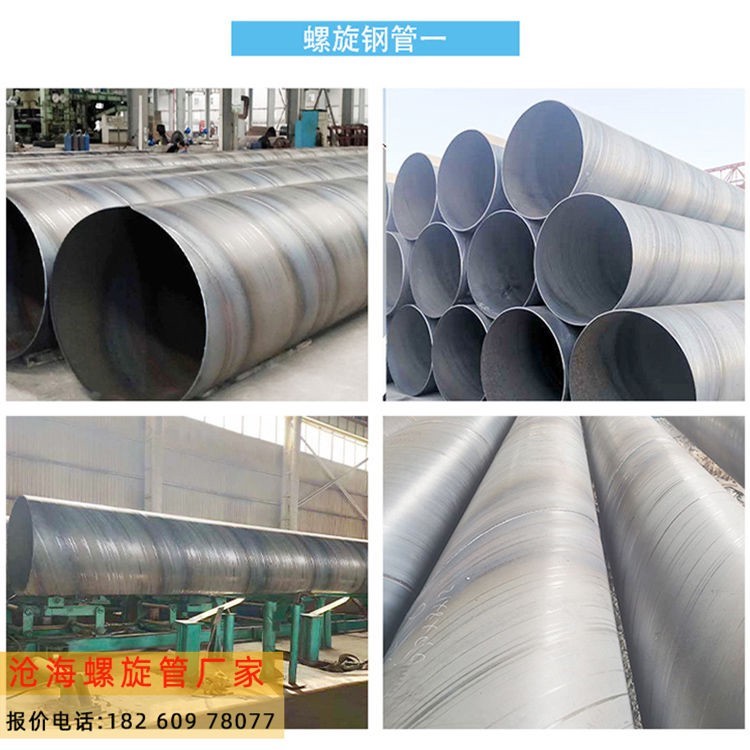
螺旋钢管行业将继续保持稳步发展的态势。一方面,随着国内基础设施建设的持续推进和区域发展战略的实施,螺旋钢管需求将继续增长。另一方面,随着科技的不断进步和市场竞争的加剧,螺旋钢管生产企业在技术升级和成本控制方面将不断寻求突破。同时,环保节能、智能化等新技术的应用也将为螺旋钢管行业带来新的发展机遇。此外,随着经济的复苏和贸易关系的改善,中国螺旋钢管在国际市场上的地位将得到进一步提升。
螺旋钢管的防腐处理是确保其长期稳定运行和延长使用寿命的关键措施。防腐步骤大致可以分为以下几个阶段:
1. **表面预处理**:对钢管进行清洁,去除表面的油污、锈蚀和氧化皮。常用的方法包括抛丸除锈和化学清洗,以达到GB/T 8923.1—2011规定的Sa2.5级清洁度。
2. **防腐层涂敷**:在干净的钢管表面上涂覆防腐材料。对于内部防腐,可能采用聚氨酯泡沫塑料或其他防腐涂料;外部防腐则常使用环氧粉末、TPEP(双层聚乙烯)或三层PE(聚乙烯)防腐层。
3. **固化处理**:涂覆后的防腐层需经过适当的固化处理,以确保涂层充分硬化,形成稳定的保护膜。
4. **质量检测**:完成防腐处理后,对螺旋钢管进行一系列的质量检测,包括外观检查、涂层厚度测量、电火花测试等,以确保防腐层没有缺陷且符合标准。
5. **包装与存储**:后,防腐处理合格的螺旋钢管会进行适当的包装,以防止运输和存储过程中受到损伤。
整个防腐流程需严格控制,以确保螺旋钢管在各种复杂环境下的防腐性能和使用寿命。
因此两种材料的组合属于目前防腐行业搭配。涂塑钢管行业由早是内外聚乙烯,由于聚乙烯与钢管基体附着力不好,后来发展到内外环氧,但是外环氧层不耐磕碰,后来发展到第三dai内环氧外聚乙烯,但是单层聚乙烯直接与钢管结合还是存在附着力问题,升级到现在的第四代防腐内热熔环氧外三层结构聚乙烯,简称TPEP防腐钢管。