东莞tpep防腐钢管市场行情
-
面议
及时发货
交易保障
卖家承担邮费
TPEP防腐钢管外壁采用热熔结缠绕工艺(底层环氧树脂、中间层胶黏剂、外层聚乙烯)形成三层结构为一体的层,内壁采用热喷涂环氧粉末方式,将粉末经高温加热熔结后均匀地涂敷在管体表面上,提升了涂层附着力及涂层厚度,增强了不怕磕碰,的能力,并且施工简单,管道内外可同时涂敷和固化,一次性成膜,可普遍适用于各工程的管道。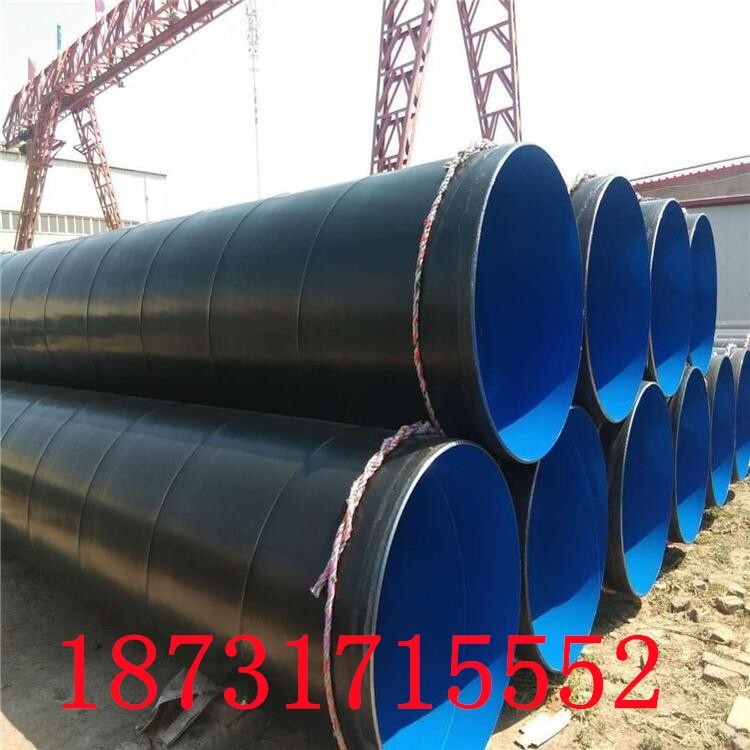
流程钢管母材在进行做处理前需要对进入进管平台的钢管检查、记录,对钢管外表面进行抛丸除锈,然后对钢管外表面的清洁度及锚纹检查是否符合要求,不符合要求的用手砂轮打磨修合格,在管端缠绕胶带纸,微尘处理,中频加热至要求温度,环、氧、粉、末、喷、涂,胶粘剂挤出机侧缠绕,PE挤出机侧缠烧,对管进行水冷却,对合格产品进行喷标识,下管平台、堆垛待发运。
TPEP防腐钢管该涂层还可根据需要进行机械加工,并可以用在动态部件上,增强部件的、不怕气蚀、不怕冲刷性能,提升部件在苛刻环境下的使用寿命经过实际应用考核和检验,重腐蚀防护技术日臻成熟,解决了许多其它防护技术未能解决腐蚀问题,为国民经济可持续发展做出了重要贡献,可在以下普遍应用:长距离输运油、水、气等埋地管道防护;输酸、碱、盐和灰渣等腐蚀介质的工艺管道和异型件的防护;泵、阀、风机等设备的重腐蚀防护;供热和输海水管道波纹管补偿器的腐蚀防护;海洋工程及码头钢结构件的蚀;电解铜行业种板边缘包覆;设备及管道损伤件的;长输埋地管道补口。该系列涂料应用普遍,使用效果不错、寿命不错、使用无环境污染,在相关行业推广使用将大幅度降低由于腐蚀引起的经济损失,必将产生显著的经济效益和社会效益。
TPEP防腐钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。TPEP防腐钢管埋弧焊生产线介格远低于埋弧焊直缝钢管生产线,成品钢管相对价格也低于埋弧焊直缝钢管。以利用同一宽度带钢生产不同直径钢管;害怕型易于调整,替换规格方便,即适合于大批量制造,又适合于小批量制造,生产过程易于实现机械化、自动化和连续化。可生产螺旋缝焊钢管规格直径从Ф219-1420mm,甚至可以达到2540mm。埋弧焊直缝钢管直径受板宽的制约较有明显。
TPEP防腐钢管的质量试验方式有哪些?
一、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
二、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有声波探伤、射线探伤、渗透探伤、磁力探伤等。
三、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验较为好用和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,需要遵守相应的稳定技术措施,以防试验过程中发生事故。
四、无损检测试验:钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或特别波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行1SX射线或声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或特别波检验抽查(20%)。
五、静水试验:每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算P=2ST/D式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。稳压时间:D<508试验压力保持时间不少于5秒;D≥508试验压力保持时间不少于10秒。
TPEP防腐钢管除尘罩安装时将烟尘挡板安装在钢管内部随行小车上并置于等离子枪切割点大约500mm处,在钢管切断后停留一下,达到将烟尘全部吸收。注意烟尘挡板需准确定位在切断后的位置。此外为使支撑烟尘挡板的随行小车与钢管转动相互吻合,需要让随行小车的走轮角度与内辊角度保持一致。对于直径大约800mm的螺旋焊管等离子切割,可以采用该方法;对于直径小于800mm,管径小烟尘不能从出管方向冒出,不必安装内部挡板。但在成型器烟尘吸入口处,需要有遮挡冷空气进入的外部挡板。