广元全新切削液集中供液净化系统批发
-
面议
及时发货
交易保障
卖家承担邮费
与单机循环系统相比,集中过滤的性表现在以下几个方面:
1、过滤精度容易控制。
2、容易实现自动控制。
3、便于管理添加切削液时点数少,可以减少切削液管理人员,废切削液可以集中处理,环境污染小;排出的铁屑集中,便于运输处理,切削液的使用情况可以集中检测。
采用单机供切削液利用率低,约为50%左右,新配制切削液使用从初始开始,切削液的质量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,当切削液使用到4~5班次(或2~3天)时,切削液质量和性能下降约40~50%,粘度相对应提高,此时,只有通过加水稀释与补液,当8~10班次(5~7天)时,粘度等各项指标升高而不能继续使用,加工速度相对应下降50%以上,工件表面质量等和钼丝的花丝、断丝现象频现,此时,通常只有清洗液箱及更换切削液。经验统计,机床单机供切削液,切削液的利用率约为50%左右。采用户集中供液后切削液利用率达95%以上
削液使用集中供给系统,可以集中把切削液进行过滤再生,利用半导体无机膜处理后的切削液再生率在90%左右,去掉切削液里面的金属碎屑和其他杂油质量的东西,延长切削液的使用寿命。过滤后的切削液可以循环使用,减低使用切削液的成本,同时节约资源,保护环境。其优点如下:
1)车间作业更环保更安全;
2)提高生产力,降低成本,提高企业竞争力;
3)废切削液产生的量减少80%以上;
4)使工厂的生产符合环保要求,降低环保风险;
5)帮助工厂持续生产出的产品;
6)为工厂员工提供一个更健康更安全的工作环境。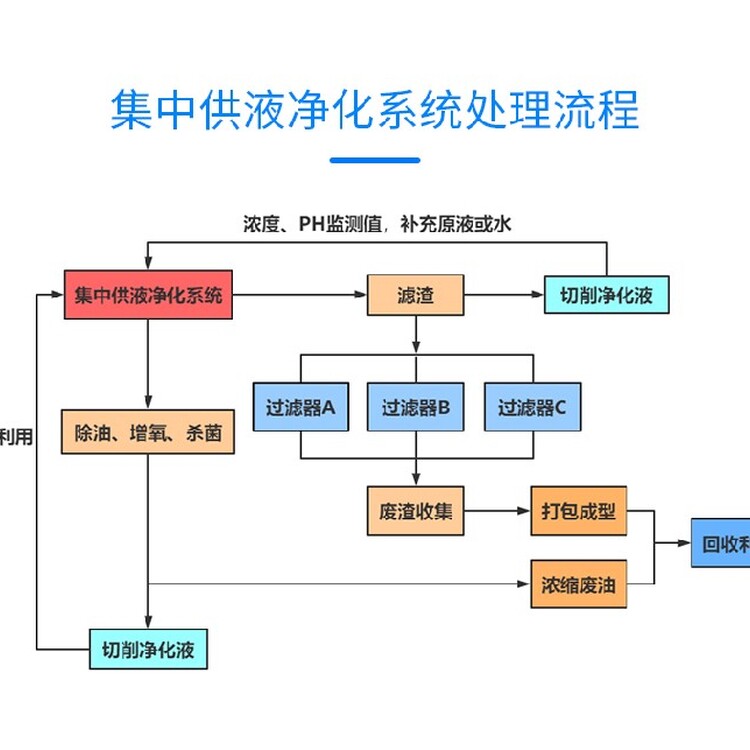
一、切削液集中供液净化系统设计主要特点
1.通过自动化控制实现切削液自动监测,如PH值、电导率、温度、浓度等;
2.自动供液和自动回液、自动过滤实现无人值守;
3.设备自动控制,通过PLC完成进料、过滤、冲洗等工艺过程的自动运行与维护的完成,允许现场紧急停机。在系统运行过程中,通过手动阀门完成系统参数的设置;
4.膜材料及辅助设备材料均选用耐受料液腐蚀的材料,密封件选用聚四氟乙烯;
5.设备制作紧凑美观,布局合理,占地面积小;
6.技术,运行成本低;
7.操作、维护简单,全机智能化控制,触屏界面;
8.可使切削液降低并杀死特定细菌,并可有效除臭;
9.保护操作者,降低切削液对人体健康之危害;
10.延长切削液使用时间,增加刀具寿命;
11.快速收集水箱中的废油,并的做到油水分离;
12.全自动配液,无需人工参与;
13.切削液自动恒温(20-25℃)。
通过采取有效的切削液集中供液净化系统方案能够大大延长切削液的使用寿命(净化后不需更换切削液,浓度降低后添加原液即可)。切削液管理的首要目标是采取有效的管理监测维护和再利用措施,保持制剂的品质和性能.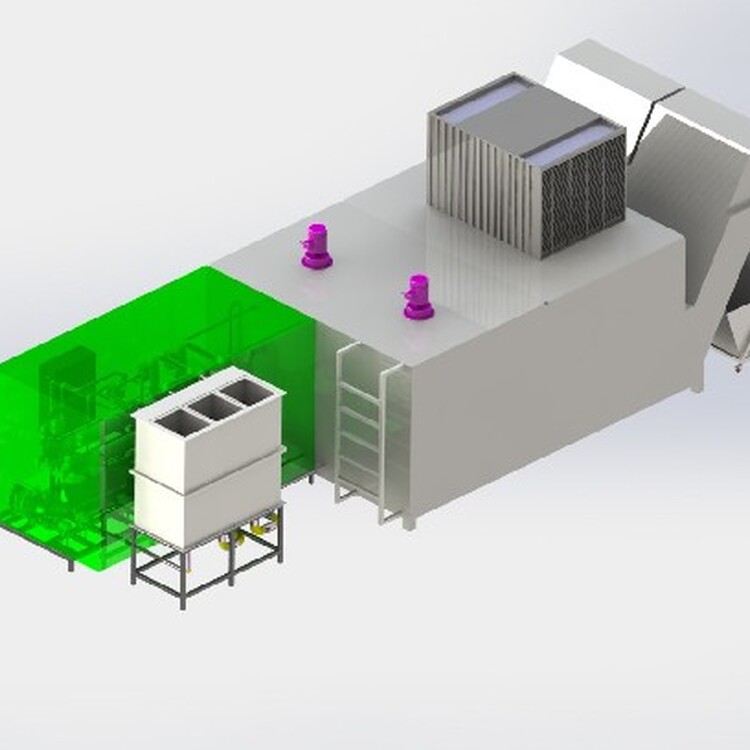
集中供液净化系统配备自动配液组件用于系统加液和补液。为确保系统乳化液的质量,避免人工配置乳化液造成的乳化液浓度不一,有效延长乳化液的使用寿命,在乳化液过滤系统内设置乳化液浓度自动配置站。自动配置站由油箱、自动混液管、供液原水管路等几部分组成。配液中心的工作介质是新鲜工业原水,取自新鲜水箱,油箱由中心油库供给可混水冷却润滑剂。可混水冷却润滑剂不得进入新鲜输水管。在初始配置时,需从检查口取样测试配置浓度,不断调整混液管上部的调整螺钉,直到得到合适的浓度然后关闭检测口,打开配液口,开始自动加液。
帝昂天科切削液净化设备,自主研发生产,可贴牌代加工可根据客户车间情况、加工工艺等实际工况需求来定制,也可按客户要求来定制设计产品外观、色彩、体积等。公司已通过ISO9001认证体系管理,通过GB/T29490知识产权管理认证。
目前,对大多数工厂来说,由于废切削液的含量低、废水量大,处理难度大,一些工厂大多采用稀释后直接排放,要么就是协议拖走或简单处理后排放,既污染环境、浪费资源,又增加了成本。因此,通过延长切削液的使用寿命,减少废液排放量来降低消耗、节能减排,显得尤为重要。
本系统为自动供、回液集中过滤系统,含有杂质的乳化液经过杂质泵泵入集中过滤系统内,经过过滤的切削液再次泵入机床参与加工,杂质则被过滤系统并排除。
经过输送机后的乳化液经过脏液泵进入到过滤装置,杂质被在滤材上,过滤后的乳化液进入到净液箱中,然后经过净液泵进入到CNC中参加工件的加工。