绍兴综合性检测中心三坐标检测-CNAS认可-优尔鸿信
-
面议
及时发货
交易保障
卖家承担邮费
校准
校准是提高三坐标检测精度的关键步骤。通过定期校准机器,可以确保机器的各部件处于正确的位置和角度。此外,校准还可以纠正由于机器老化或部件磨损导致的任何偏差。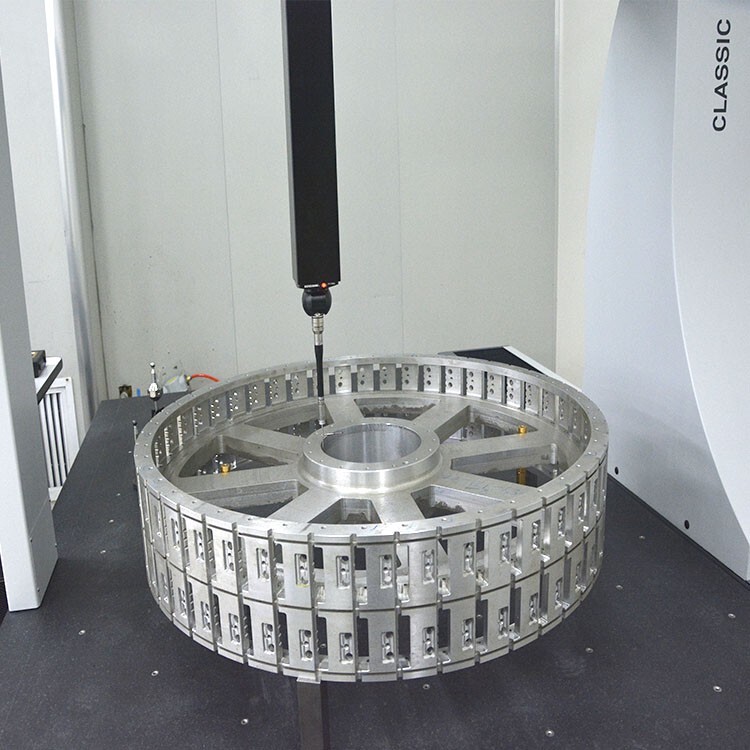
几何误差修正
几何误差是由于机器部件的磨损、定位误差或制造误差导致的。通过使用修正程序,可以纠正这些误差,从而提高测量精度。修正程序通常包括对机器运动的线性度、角偏差和重复定位精度的测量和调整。
形位公差通常通过特定的符号和数值来表示,这些符号和数值被标注在零件图纸上,以指导生产和检验。例如:
直线度:用符号“┬”表示,并在其后面标注公差值,如“┬0.01”表示直线度公差为0.01mm。
同轴度:用符号“◎”表示,并在其后面标注公差值,如“◎0.05”表示同轴度公差为0.05mm。
位置度:用符号“⊕”表示,并配以相应的基准和公差框格,如“⊕Φ0.1 A-B-C”表示某要素的位置度公差为Φ0.1mm,且以A、B、C三个基准面为基准。
公差原则是正确处理尺寸公差与形位公差之间关系的规定。常见的公差原则包括:
立原则:尺寸公差与形位公差彼此无关,分别满足各自的要求。
包容要求:用于单一要素,表示实际要素应遵守大实体边界,其局部实际尺寸不得超出小实体尺寸。
直尺测量:使用直尺或卷尺等工具直接对准待测尺寸的两个端点,读取刻度值以获取尺寸大小。这种方法简单直接,适用于简单的线性尺寸测量。
游标卡尺测量:游标卡尺是一种精密测量工具,用于测量长度、宽度和深度等尺寸。其测量精度一般可达到0.01毫米,适用于各种形状的尺寸测量,尤其适用于小尺寸的测量。
千分尺测量:千分尺的测量精度更高,一般可达到0.001毫米,适用于各种形状和大小的精密尺寸测量,尤其适用于微小尺寸的测量。
工程设计:在工程设计阶段,需要对各种构件和设备的尺寸进行测量,以确保设计的合理性和可行性。
制造过程:在制造过程中,尺寸量测是质量控制的重要环节。通过对原材料、半成品和成品的尺寸进行测量,可以及时发现并纠正生产过程中的偏差,确保产品质量。
质量检测:在产品质量检测中,尺寸量测是评估产品是否合格的重要依据。通过对产品的各项尺寸进行测量,并与设计要求和标准进行比较,可以判断产品是否满足质量要求。