卷板机作业的要点:实践中由于剩余直边在矫圆时难以*消除,并造成较大的焊接应力和设备负荷,容易产生质和设备事故,所以一般应对板料进行预弯,使剩余直边弯曲到所需的曲率半径后再卷夸。预夸可在三辊、四辊或预弯水压机上进行。将预弯的板料里于卷板机上滚弯时,为防止产生歪扭。应将板料对中,使板料的纵向中心线与辊筒轴线保持严格的平行。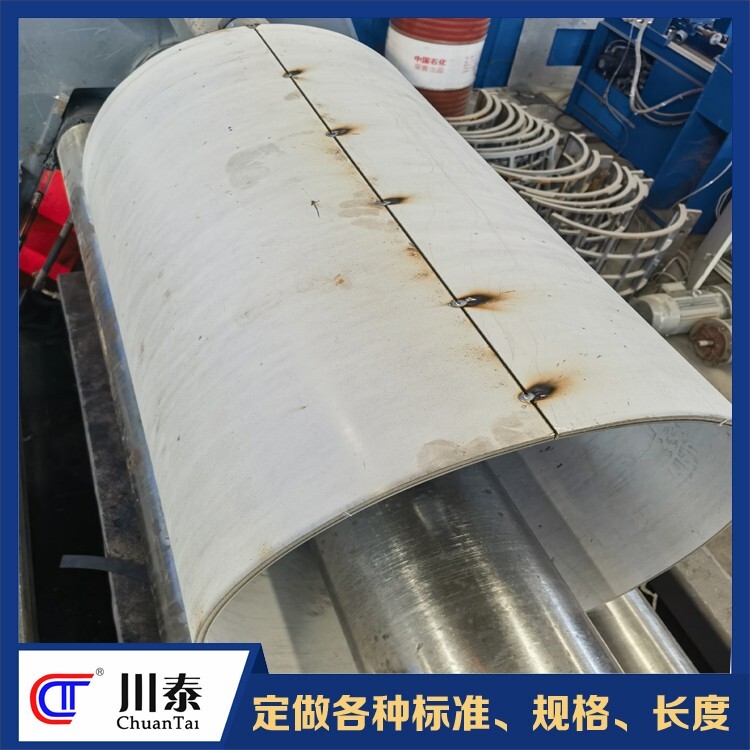
上辊装置一般是由主油缸、上辊轴承座、上辊还有双列调心的轴承这些部分组成的。其中上辊是卷板机运行使用的重要部件,其中上辊的两端轴颈使用的是特宽型的双列滚动轴承,因为使用的是调心滚子轴承,所以会更加有利于主辊的倾斜便于卷锥。
数控四辊卷板机 可以把金属板料加工卷制成成圆筒、圆锥及弧形板等各种零件。四辊卷板机一次上料能预弯、卷制各种规格的筒形、弧形工件,借助辅助装置,可以进行锥形筒件的卷制。
数控四辊卷板的对料、预弯、卷圆在一次卷制过程中完成,预弯剩余直边量≤1.5倍板厚,卷圆精度高。该四辊卷板机根据两侧辊调整位置的排列情况,可进行对称或非对称弯曲,因此本机可一次卷成比较理想的筒体,无需采用压力机对板端进行预弯。