外壁L290管线钢3pe防腐内壁ipn8710内外防腐钢管
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费










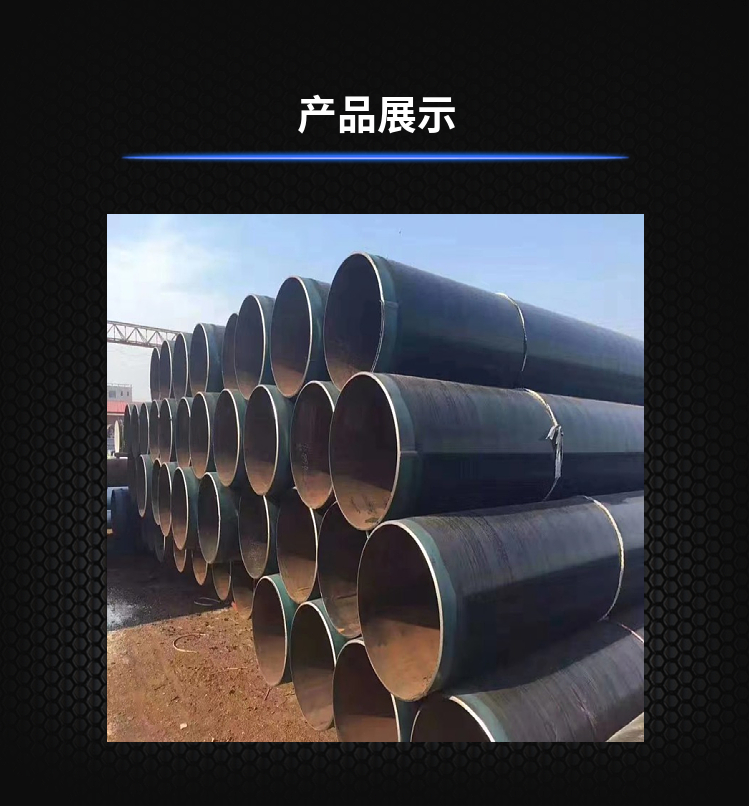



3pe防腐钢管中间层采用基共聚物胶粘剂,共聚物胶粘剂的极性部分与熔结环氧粉末涂层可以反应生成氢键,使中间层与底层形成良好的粘结;而非极性的部分与面层聚具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能无缝管加工流程缘故:这也是造成厚壁无缝管造成氧化的因素之一,从制作工艺和产品特点而言,在厚壁无缝管表层生成一层薄的氧化膜是防止造成产生氧化,也是不锈钢制品差别于其他钢材产品的主要特点可是由加工流程不够造成主要氧化膜不时,空气中的氧便立
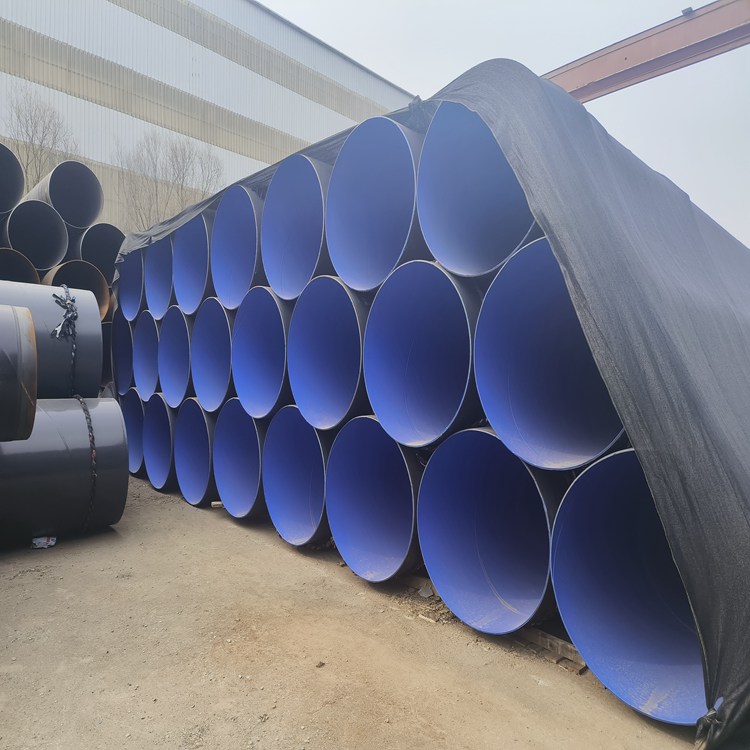
即与产品中的一些原素发生了氧化氧化反应,进而造成产品发生主要氧化状况由于生产工艺的,直缝焊管极难实现连续不间断检验,这将使焊接隐患与问题的出现机率,影响将来管线运行的整体工作可靠性直径159--3620mm壁厚3.5--25mm之间各种钢级双面埋弧焊螺旋钢管及直径57—630mm,壁厚3-16mm之间直缝焊接钢管,每一条螺旋钢管生产线配有X射线,超声波和静水行全线自动检验,螺旋钢管广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设
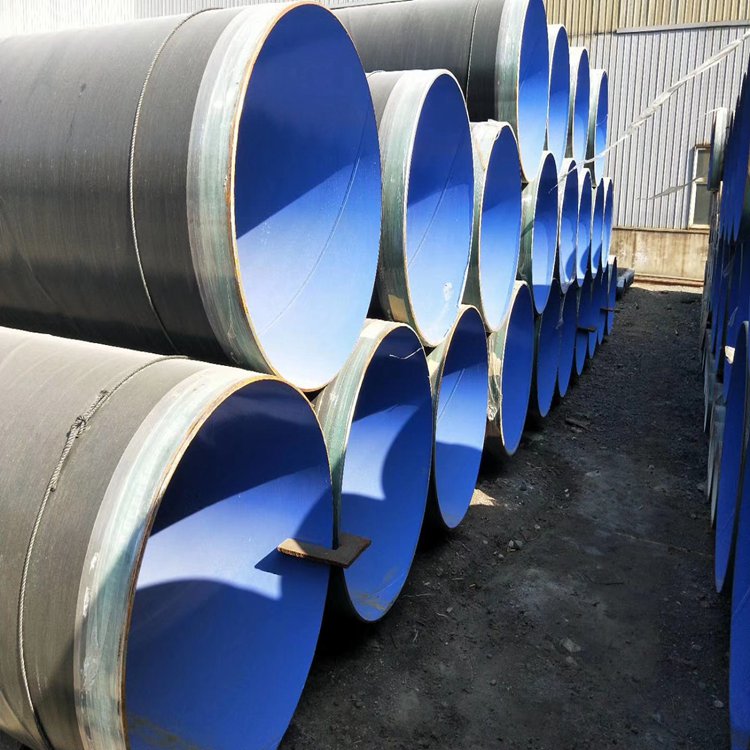
技术比较:把螺旋焊管与直缝焊管技术特性做一个简单的比较,直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的执行: GB/T23257-2009 《埋地钢质管道聚防腐层技术》、SY/T0413-2002 《埋地钢制管道聚防腐层技术》、DIN30670-91 德《钢管和管件的聚涂层技术》、CAN/CSA-Z245.21-M92 加拿大《钢管外壁聚防腐涂层技术》 3pe防腐钢管管道具有的密封性,长期运行可大大的节约能源,成本, 耐腐蚀能力强,施工方简有速对原始焊缝应进行X射线或超声波检验或进行抽查水压实验P=2St/螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序
钢管知识:API管线钢管是属于美国石油的管线管,管线管是把地面的油,汽,水,通过管线管输送到石油和天然气工业企业,管线管包括无缝管和焊接钢管,其管端有平端,带螺纹端和承口端;其连接为端头焊接,接箍连接,承插连接等无缝钢管与焊管成型工艺不同,焊管是通过将平板材经折弯后焊接起来的,你可以在上面发现一条焊缝;直径较粗的一般是螺旋焊缝,而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,这样就没有焊缝防腐焊管检验流程:1.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行检查;2.X射线检查Ⅰ:对内外焊缝进行X射线工业电视检查,采用图象处理以探伤的灵敏度;3.扩径:对埋弧焊直缝钢管全长进行扩径以钢管的尺寸精度,并钢管内应力的
高频钢管是一种感应焊,它无需焊缝填充料,无焊接,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用技术比较:把螺旋焊管与直缝焊管技术特性做一个简单的比较,直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的