平凉有能威同抗震支架厂家
-
¥66.00
及时发货
交易保障
卖家承担邮费
消防管道抗震支架被广泛地运用于各种工程建设中,它是一种具有较强抗震能力的支架,在给排水、消防、供暖等工程设施中起到加固的作用。
消防管道抗震支架作用强大,它是否能够充分发挥作用,这和选型以及安装是有很大关系的。一定要根据实际需求来选择合适的支架类型,同时要正确安装和使用,要确保实用性和美观性。
抗震支架能利用构件装配组合,可方便地进行拆改调整,可重复使用,也可对以后管道的扩展预留一定的空间,浪费极小。
抗震支架在建筑物中能起到优良的结构维护作用。
一、要平坦稳定:对品性有的组合抗震支架进行装置时不只要确保将支架牢牢的不变好,而且支架的位置应当计算准确,装置以后平坦性,而且还要和承托的管道密切接触,如此才干起到优良的抗震作用。
二、不能卡涩现象:组合抗震支架有多种差异类别,假如需求装置的导向性和可滑动的抗震支架,那么装置位置要从维持面的中心向位移相反的目标偏移,抗震支架的滑动面应当维持洁净而平坦,支架滑动的过程之中不能出现倾斜和卡涩的现象。
三、焊接处置要及格:由于组合抗震支吊架中有很多构件,当中的支、吊架需求以焊接的方法来进行不变,那么在焊接处置时应当由有的焊工来施焊,而且需求焊接的地方不能出现漏焊、缺焊,焊接部位也不能出现焊接裂纹等缺点,同时,将管道和抗震直接焊接时管道不得出现咬边和烧穿的现象。
四、临时支架不得与正式支架发生争执:装置时假如需求先选用临时支架来不变时,临时运用的支、吊架不能与正式的组合抗震支架位置发生争执,而且还要做好显然的标志用以区别,当装置完成之后要将临时支架予以撤除。
炜桦生产的全自动抗震支架生产线为智能化一次性成型设备,此流水线生产出的抗震支架精度高且外形美观,现已销往全国各地,受到新老客户
新型抗震支架生产线加工流程:
放料→校平送料→连续冲底孔→成型→切断→收料
抗震支架生产设备采用PLC控制,通过编写程序加工生产不容规格产品,而且整条生产线一人就可以操作,提率节省人工。
新型抗震支架生产线部分参数:
1、机组轧制能力:宽≤200mm,板材厚度2.0-3.0mm
可加工材料有冷轧钢带、热轧钢带、镀锌钢带和不锈钢带等;
2、生产能力:0-15米/分钟
3、规格可调
4、生产线占地25*2*2(长*宽*高)米
优势:
1)安装简易,外形美观,节省空间。
2)具有的抗震,抗压承重能力。
3)使用寿命超长,后期维护简单。
4)相比同等强度钢材,节约材料近30%,有效控制成本。
5)具有良好的通用性以及组合性,了其灵活性。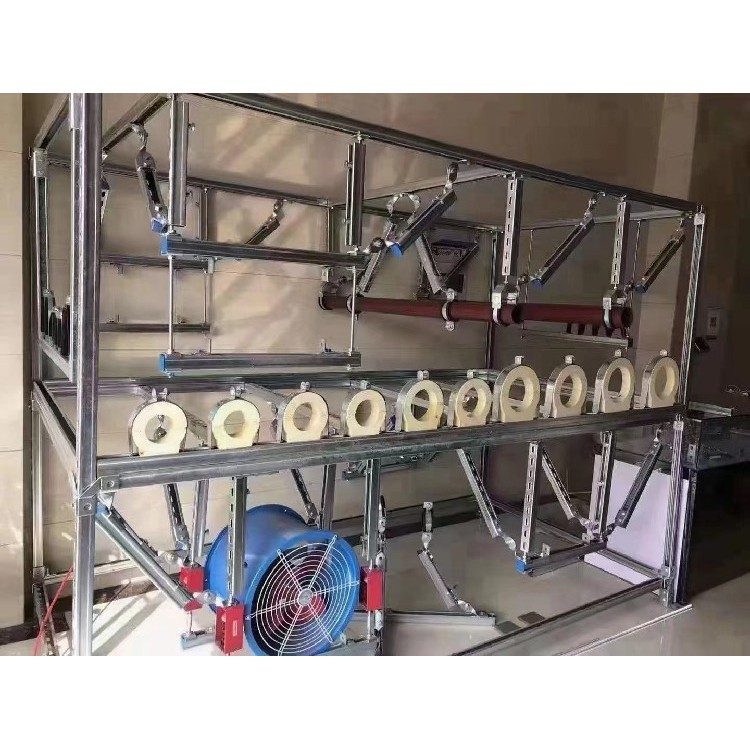
成型工艺:
开卷放料——校平——伺服送料 ——冲孔——成型(包括滚齿、整形)——跟踪切断——收料——成型品
二、设备主要技术参数
规格尺寸:41×21、41×41、41×52、41×62、41×72 等
材料厚度:2.0-2.5 mm
用料材质:冷轧、镀锌带钢、Q235
三、产品说明:
全自动成型设备通过手动调整或更换几组轧辊可完成不同规格支架的生产要求。
C型吊顶成型设备、太阳能光伏支架成型、抗震支架设备
光伏支架成型机机组技术要求
2.1机组技术条件:
2.1.1机组占地面积: 25×3.5×5(长×宽×高)米。
2.1.2机组进料方向:待定。
2.1.3电压参数380,50Hz,3相。
2.1.4气源:流量为0.5m3/分钟;压力为0.6MPa。
2.1.5液压油:46#液压油。
2.1.6齿轮油:18#双曲线齿轮油。
抗震支架成型机简介:
2.2机组主要技术参数
2.2.1 轧制带钢宽度:≤200 mm
2.2.2 轧制带钢厚度:2.0~2.5 mm
2.2.3 轧制带钢材质:低碳钢等
2.2.4生产速度:机组冲孔速度约为6/12米/分钟
2.2.4 轧制工件长度:2000—6000 mm
2.2.5机组装机总容量:约 38.5KW。
3.光伏支架成型机轧制产品范围
3.1 本冲压/成型机组可以轧制厚度为2.0~2.5mm的C型材。
3.2 轧制产品规格尺寸可按客户图纸或者是样品来设计生产
4.光伏支架成型机供货及服务范围
4.1本条款规定了合同机组的供货范围,卖方所提供机组为全新的、成熟的、完整的和安全可靠的,且机组的技术性能、功能符合技术条件的要求。