防腐钢管3pe加强级防腐钢管天然气管道3pe防腐钢管普通级3pe防腐无缝钢管生产厂家
-
≥ 1㎡¥40.00
及时发货
交易保障
卖家承担邮费








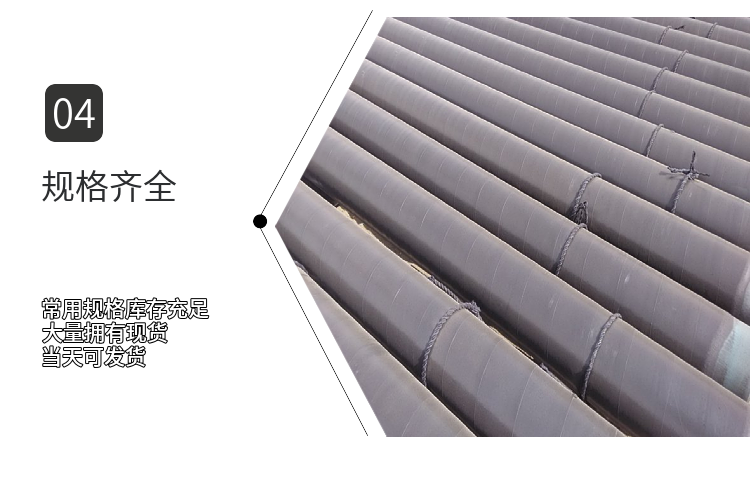



在3pe防腐钢管生产前,先启动浇涂室的循环水泵电机,冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击对涂层的外观造成影响E防腐与2pe防腐的区别E防腐钢管为三层PE防腐结构:一层环氧粉末(FBE)防腐层厚度>100um,二层胶粘剂(AD)防腐层厚度170~250um,三层聚(PE)防腐层厚度2.5~3.7mm,2PE防腐钢管为二层PE防腐结构,胶粘剂于聚二种材料融为一体,层厚度同 E防腐相同螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平

防腐百科:在3pe防腐钢管生产前,先启动浇涂室的循环水泵电机,冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击对涂层的外观造成影响 检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划 直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接