山西晋城激光熔覆设备多少钱
-
¥560000.00
及时发货
交易保障
卖家承担邮费
激光熔覆技术可以优化资源配置,节约贵重、稀有金属材料,降低能源消耗,节省资金。激光熔覆修复技术、,有很强的保护环境的作用,属于绿色再制造工程。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高新技术企业。
国盛激光研发的高速激光熔覆的功率密度是常规激光熔覆的5-10倍,现又研发出的移动式激光熔覆设备,避免了异地拆卸、运输、维修、安装的过程,节省了劳动强度和维修工人的时间,减少了企业的停机时间,避免了更换新零件和运输的成本;研发出的八轴联动激光熔覆设备,根据客户应用场景可配置不同规格的机器人,同时选配变位机、转台、滑台以适应不同加工类型工件的激光熔覆加工及表面处理。
对于辊压机轴磨损的传统修复方法,常采用补焊、电刷镀、喷涂等工艺进行离线修复。直接的影响就是停机时间长,整体成本高,劳动强度大。激光增材修复方法实现了在线修复。该技术非常适用于辊压机轴磨损的修复。无需拆卸和加工即可修复。补焊无热应力,补焊厚度不受限制。同时,该产品具有金属材料所不具备的优惠,可吸收设备的冲击和振动,避免了再次磨损的可能性,并大大延长了设备部件的使用寿命,为企业节省了大量的停机时间,创造了的经济价值。
现场修复过程如下:
1、表面处理:清除前后轴肩表面、轴承表面、轴承内圈表面的污垢和高点。清除所有螺栓孔和压板通孔边缘的毛刺。使用砂轮打磨磨损区域,使其恢复原来的金属颜色。
2、确定定位点:先在轴径磨损量处增加一个定位点,高度略一侧磨损量。以样尺为基准,用砂轮机、锉刀等工具打磨,使其高度接近与一侧磨损尺寸相同。
3、空试轴承:安装轴承,并用压板紧固轴承,在压板螺栓紧固过程中保持较小的预紧力,测量同心度和垂直度,精度误差小于0.2 mm。
4、清洁表面:用无水乙醇清洁轴承位置表面和轴承内圈表面,轴承内圈表面刷803脱模剂。
5、涂抹激光增材:将均匀的激光增材直接涂抹在修补面上,并激光增材的填充效果,然后用刮刀均匀涂抹,厚度略支撑点的高度。
6、尺寸恢复:安装轴承,均匀拧紧压板,并留有足够的预紧力。
7、养护:自然养护6—12小时后,拆下压板和轴承,并清除多余激光增材。
8、再次应用激光增材:用砂带打磨修补激光增材表面产生的釉料和脱模剂。清洁后,调和金属修复激光增材,并将其应用于整个轴承位置的表面。
9、安装方式:快速安装轴承,整个安装和紧固过程控制在40分钟内。拧紧螺栓时,要对称拧紧。这次安装螺栓全部拧紧到位。
10、后期预紧:设备空载时每3小时拧紧一次,设备满载时每6小时、12小时、24小时拧紧一次。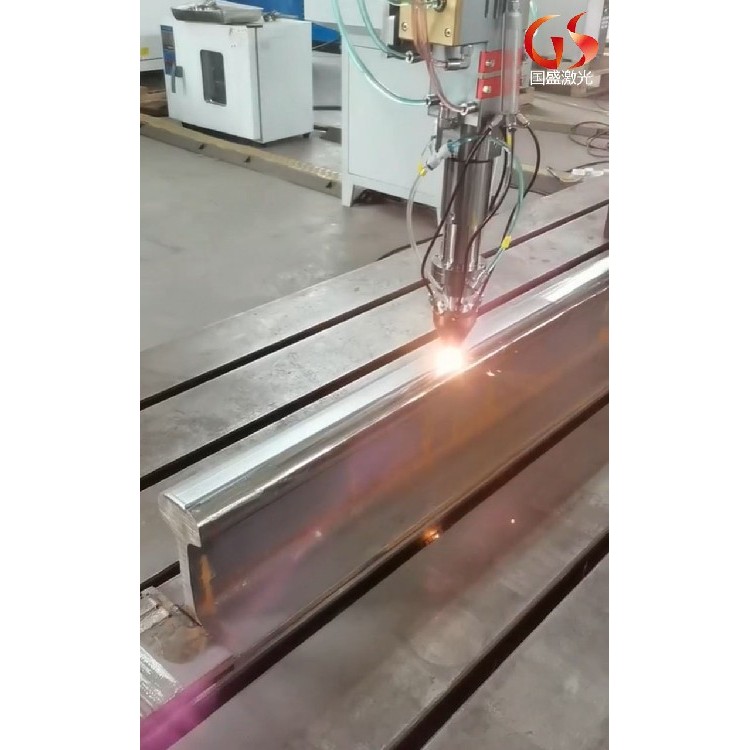
激光熔覆同步送粉智能设备技术
送粉设备作为熔覆设备的核心元件之一,其性能的好坏将直接影响熔覆层的质量,随着激光熔覆技术的飞速发展以及对熔覆层的加工精度和质量要求的提高,开发的送粉设备对激光熔覆加工显得尤为重要。
为此,西安国盛激光科技凭借自身的技术及研发实力,研制出适用于速激光熔覆同步送粉智能设备。该智能送粉设备系列为满足激光熔覆以及速激光熔覆的送粉精度而生。在高功率大送粉量的服役工作中保持稳定性的同时,也能够在精密送粉工艺中发挥其到的微量送粉功能。
单工位熔覆淬火设备机床采用全HT铸造床身,结构稳定,减震性高,PLC控制具有“友好”的人机对话界面,四轴机构(X、Y、Z、旋转轴)可实现联动;单工位设计、结构简单、操作方便;全水冷熔覆/淬火头可实现24小时连续作业;该设备大回转直径Ø600mm,装夹工件大长度3000mm,大承载能力3T;可实现轴类、盘类零件的外圆熔覆/淬火,也可对内孔进行熔覆/淬火。
目前,激光熔覆技术发展迅速,日趋成熟,正走向推广应用阶段。激光熔覆技术是绿色再制造技术的重要支撑技术之一,是符合国家可持续发展战略的高新技术。中国科学家在基础理论研究方面处于国际水平,为激光熔覆技术的发展做出了贡献。但另一方面,激光熔覆技术的应用水平和规模还不能满足市场需求。解决工程应用中的关键技术,研制特种合金粉末系统,研制送粉装置和技术,系统研究无损修复方法,建立质量和评价体系,加大力度,培育工程应用有信可依的在制造业市场竞争日益激烈的今天,激光熔覆技术有着的潜力。