无锡型材散热器需要联系,型材散热器热阻计算
-
面议
及时发货
交易保障
卖家承担邮费
选择铝型材散热器,好选择高压铸铝模块组合散热器。这个散热器是一个整体压铸成型,所以没有焊接渗水问题。此外,其大的优点是产品不受社区供暖系统的限制,即使在开放式锅炉系统中也可以避免氧气腐蚀因为模块组合设计的选择,一旦室内温度不够,也可以在第二年安装.为了满足自己的需求,两片不需要像钢散热器一样更换整组暖气。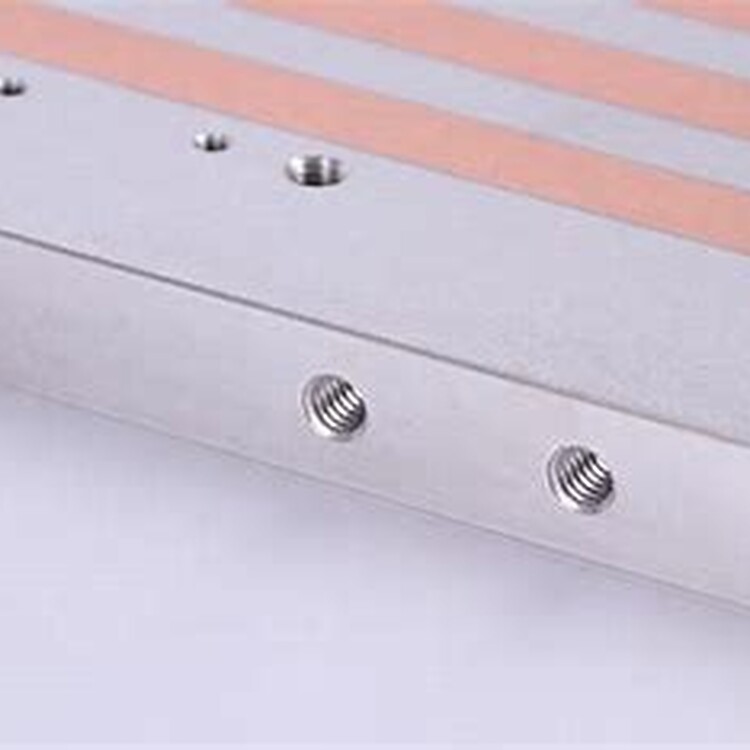
由于铝型材散热器的水质要求与钢不同,应避免铝散热器与其他材料的混合和安装
不同工艺的型材散热器是为了满足不同的工业生产需求,因此各有优缺点。以下主要阐述了四种常见型材散热器的代表性工艺特点。
1.挤压铝型材:翅片和基板是一体的。不会拼凑,散热器内部导热均匀.导热系数高。缺点是受加工工艺的限制,散热器尺寸和翅片之间的距离受到限制.薄厚.高片受限。
2.半挤压铝型材.半插件式:由于挤压铝型材的工艺有限,薄片间距不能太窄。两片之间的插件方法中插入一片铝片,并用压力机夹紧固定。由于大约一半的翅片是插入的,而且铝片与底板不集成,因此传热系数不如一个。热阻略大于纯挤压铝型材。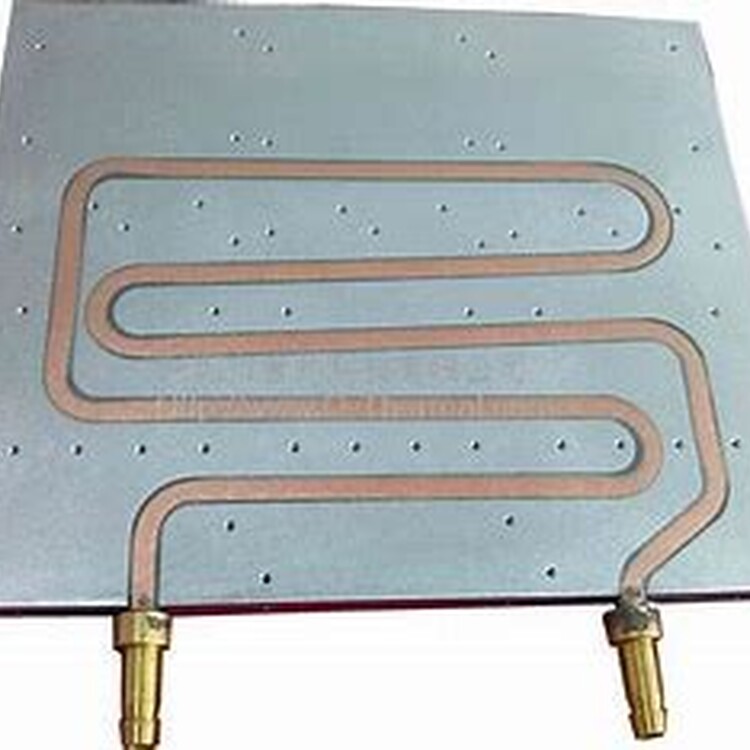
翅片拼凑:先制作翅片,然后将翅片的根部折叠在一起,压力加工后卡紧,片段紧密咬合成一个整体。这个过程可以随意制成总宽度.高翅片散热器。问题是片与片之间是分体的,导热阻大。导热性大大降低。
插入式类型:由底板和多个翅片组成。在底板的一侧铣削插槽,将翅片的一端插入插槽中,并将其卡紧。这种散热器只有少数铝板的顶部插入底板。当接触导热面积有,热阻会稍大。热阻参数的一致性也很差。
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接
水冷板的承压和泄漏测试
依照客户规格对产品性能进行测试
承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。
冲压流道和凸包这种大平板式的冷板设计迎合了当前快充和大模组、CTP的设计思路,是当前的主要应用趋势。另外,根据是否存在模组、界面材料TIM、箱体和电芯,这4者与冷板的位置来划分,冷板至少有6种的布置方案,其中箱体集成水冷板是目种比较受欢迎的设计思路。