外壁3pe防腐焊管内壁ipn8710防腐螺旋焊管
-
≥ 1平米¥29.00
及时发货
交易保障
卖家承担邮费








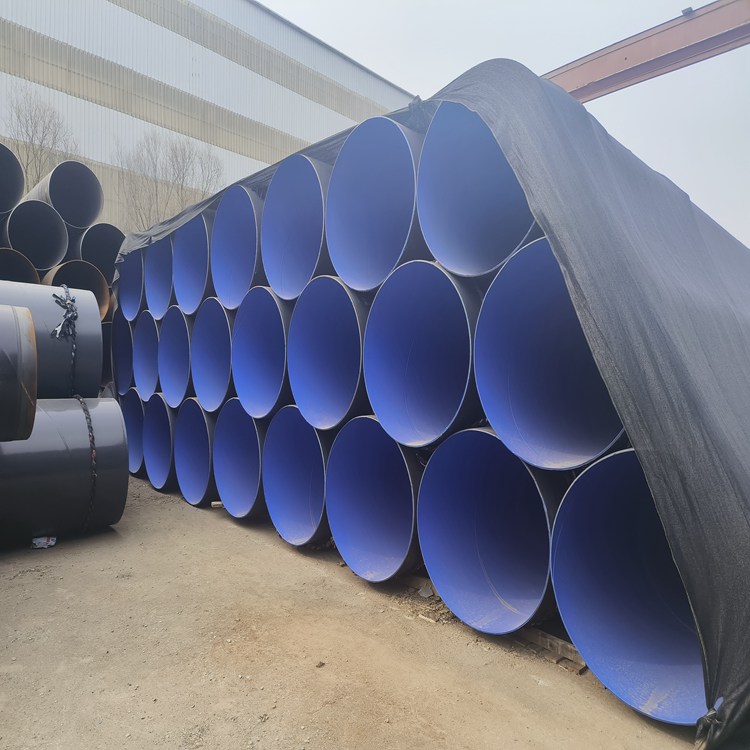

结构由以下三层组成:底层为熔结环氧粉末,厚度≥80μm;中间为胶粘剂厚度170-250μm;面层为挤塑聚厚度约2mm,这种厚度属于普通级,还分加强级和特加强级,防护层总厚度约1.8-3.7mm,无缝管加工流程缘故:这也是造成厚壁无缝管造成氧化的因素之一,从制作工艺和产品特点而言,在厚壁无缝管表层生成一层薄的氧化膜是防止造成产生氧化,也是不锈钢制品差别于其他钢材产品的主要特点可是由加工流程不够造成主要氧化膜不时,空气中的氧便立
即与产品中的一些原素发生了氧化氧化反应,进而造成产品发生主要氧化状况 聚涂层外观应平整、色泽均匀,表面无无气泡、开裂及缩孔现象,涂层厚度应达到客户要求,在生产中每批定时检验防腐层厚度以3pe防腐钢管的厚度均匀,曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
分布状态;4.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以钢管达到要求的试验压力,该机具有自动记录和储存功能;5.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;6.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝
随着管线钢板技术的发展及焊管成型、焊接技术的进步,管线用焊管的应用范围在逐步扩大,特别是在大口径组距范围内焊管,加上成本的因素,焊管已在管线管领域占有主导地位,了不锈钢无缝管线管的发展,焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较强,易于变更尺寸,适合于小批量、多品种螺旋管的生产.