通跃焊接钢护筒,梅州钢护筒报价
-
¥4400.00
及时发货
交易保障
卖家承担邮费
直缝钢管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。
埋弧焊工艺
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形
对于ω(Als≤0.01%直缝焊管,使用两种脱氧剂对VD处理后钢中总氧量影响较小,都能将ω(T.O控制在20×10-6以下;Si-Al-Ba脱氧后在各工序中都可得到较低的总氧含量,各工序脱氧效果强于Si-Ca脱氧效果。
直缝焊管使用Si-Ca和Si-Al-Ba两种不同脱氧剂时,冶炼过程中夹杂物的数量、尺寸都有较大区别,Si-Al-Ba脱氧后各工序的夹杂数量要少于Si-Ca脱氧后,且尺寸较小。
直缝焊管使用Si-Ca和Si-Al-Ba两种不同脱氧剂时,在浇铸过程中钢液都发生明显的二次氧化,但Si-Al-Ba脱氧钢液二次氧化更为严重。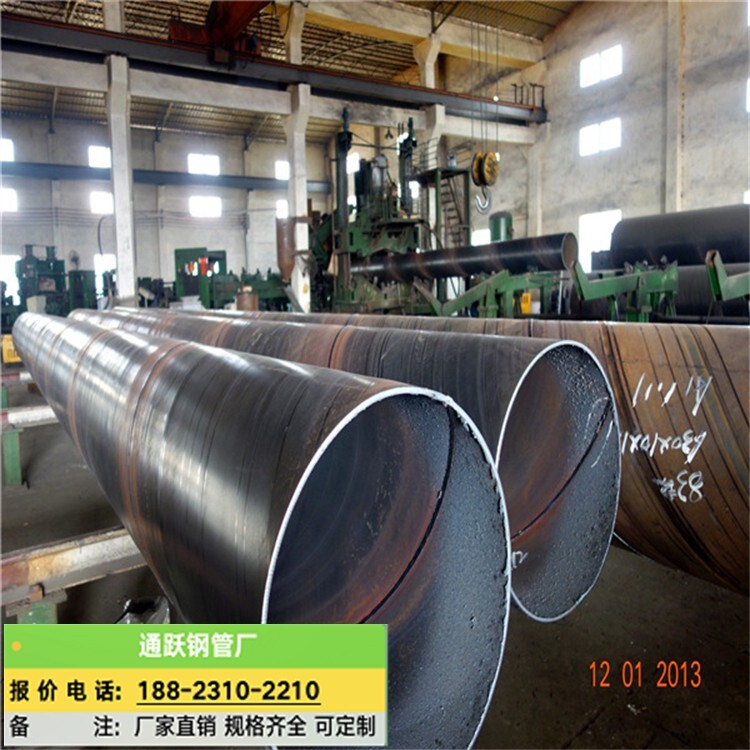
上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。对于低碳钢,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,焊接温度亦可通过调节焊接速度来实现。
当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。