阿克苏大型PE钢丝网骨架聚乙烯复合管
-
面议
及时发货
交易保障
卖家承担邮费
钢丝网骨架管缺陷:
由于内衬钢丝网没法对接热熔,需选用特殊的热熔接头联接,提升了施工预算成本费,并且管材与热熔接头相接处由于刚度较高非常容易破裂。因此 适合用在山地和土层偏硬的地域,而土层过松或水分含量较高的地块尽量减少应用。
产品特点:
抗蠕变性能好,持久机械强度高。
耐温性能好。
刚性,耐冲击性好,尺寸稳定性好,又有适度柔性,刚柔相济。
热膨胀系数小。不会发生快速开裂。钢,塑两种材料符合均匀可靠。
双面防腐。
自示踪性好。产
品结构性能吊证方便灵活。电熔接头,品种多样,安装十分快捷可靠。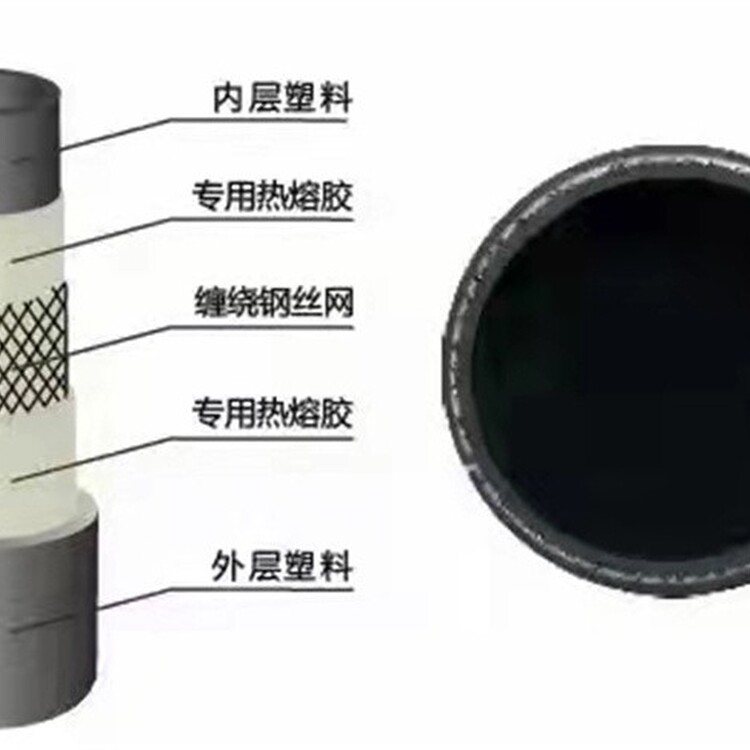
工程所用钢丝网骨架塑料复合管在安装前要进行验收,主要是为了保正后期的施工的进度以及施工质量,防止返工的出现,那么主要的验收内容包括哪些呢?
一、包括钢丝网骨架塑料复合管的产品合格证、质量书、各项性能检验报告、规格数量、包装情况及管材、管件的质量等。
二、验收管材、管件时,应在同一批中抽样,必要时进行测试。
三、管道工程采用的每根钢丝网骨架塑料复合管上应有明显的标志,标明产品名称、生产厂名称或商标、执行标准的编号、规格和品种,标志要在生产厂制造时印上,并且包装上应标明产品批号、名称、规格和制造日期、批量和执行标准的编号、检验代号。
四、钢丝网骨架塑料复合管内表面应光滑平整,外表面应呈自然收缩状态,内外表面不允许有气泡、裂口、分解变色线及明显的机械伤痕。五、管材两端切割平整,管封、接头表面应平整光滑,无凹坑、划伤、毛刺,管封、接头与管材融结良好,无裂缝。六、管材的几何尺寸,尤其是管材、管件(包括电熔接头)的两端管口的椭圆度需在允差范围之内(不圆度应不大于3%)管材的弯曲度应符合:公称内径不大于200mm时,弯曲度不大于1.0%,公称内径不小于250mm时,弯曲度不大于0.5%,弯曲度指同方向弯曲,不允许呈S形弯曲。
只有合格的钢丝网骨架塑料复合管才能起到相应的施工要求,对于很多工程队来说都有自己的检验人员,在引进材料之后一定要进行抽检。
在钢丝网骨架管的割槽工程施工流程中,地下管线部位间距外洒 乳白色石灰粉线,线内严禁机械设备工作,以防管路受两边砂土压挤产生损坏。
基坑开挖工作要依据土壤层的变动和田间持水量的变动来推断管道部位,土壤层表明为原貌土则较为安全性,若表明为回填或采用其他原材料回填土而 成则应当心地下管线。当PE钢丝网骨架管在地质环境标准产生变化,外力作用强制毁坏的前提下, 产生壁厚渗水、管件开裂和连接头漏水等状况,应依据管路危害水平、部 位及毁坏缘故明确修复方式,实际的修复方式有:采用电熔、热融,热 熔联接的管路损坏范畴很钟头,采用电熔套筒或更新改造的鞍形电熔管材修 理法,将损坏处断开,随后用电熔套筒或更新改造的鞍形电熔管材相互连接 。
电熔、承插连接的钢丝网骨架损坏范畴比较大时,务必摘除损坏管段而用 新管更换,连接处可采用电熔、承插连接或法兰连接,但后来的一个焊 口一定要用电熔套筒联接或法兰连接。
钢丝网骨架塑料(聚乙烯)复合管的连接方式主要有电熔连接和热熔连接两种。用来实施对电熔管件熔接的设备是电熔焊机,我司提供的电熔焊机是天津正维恒流电熔焊机,型号有HTE-9C和HTE-15C。为了确保电熔焊接质量,施工中主要用到以下几种工具:手提切割机和4寸有齿或无齿切割片,用来调整管材长度,垂直切割管材;角磨机和钢丝轮配合用于打磨管材和管件的熔接面的氧化层(钢丝轮在安装除氧化层前行切断,切断至剩下长度为5~8mm钢丝);粗纱布用于打磨钢丝轮不能打磨的小规格管件;卷尺用于测量管件的承插深度来确定管材需刮除氧化层的区域;油漆笔用来标识管材需刮除氧化层的区域及焊接后标识焊接口的序号、技术人员编号以及焊接的参数;扶正器用于安装管道前扶正管材,便于管道安装,使待焊的管材在同一中心线;手扳葫芦或拉合器是大口径管道进行拉合安装的提力工具;紧线器用于紧固管道,使管道在熔接和冷却的过程中不产生位移。大锤用于装配管件。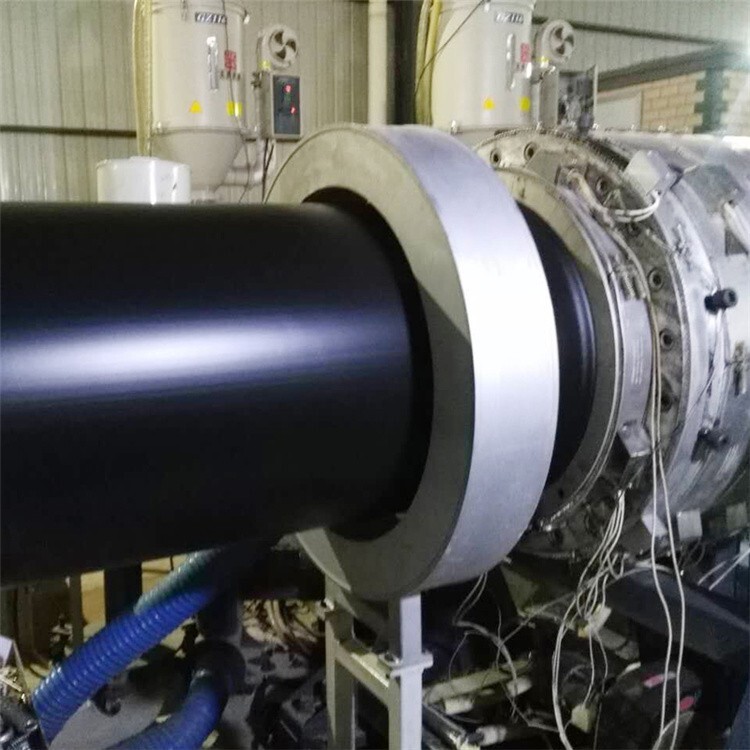
钢骨架聚乙烯塑料复合管的基体材料高密度聚乙烯具有很好的化学稳定性、机械强度、耐寒度、电绝缘性、辐射稳定性、性(绿色产品)、比重小、强度与重量比值高、脆化温度低(-80℃)和韧性优良、耐冲击、耐蠕变性,因此钢骨架聚乙烯塑料复合管集抗腐蚀性、耐磨性与耐压于一体,摒除了钢制管道耐压不耐腐,塑料管道耐腐不耐压、钢衬塑管道塑料与钢管脱层、钢涂塑管道易磨损开裂、玻璃钢管施工条件苟列、抗冲击性能差的缺点,是一种具有广阔应用前景的新兴管材。但是在实际焊接过程中往往因为参数选择不合理或操作不当,严重影响焊接合格率,不但影响了PE管的应用,同时没有检测出来的焊接缺陷也为工程质量埋下了隐患。