湘西自动激光焊接机资质
-
面议
及时发货
交易保障
卖家承担邮费
提高焊接电源的可靠性、质量稳定性和控制,以及优良的动感性,也是我们着重研究的课题。开发研制具有调节电弧运动、送丝和焊枪姿态,能探测焊缝坡开头、温度场、熔池状态、熔透情况,适时提供焊接规范参数的焊机,并应积极开发焊接过程的计算机模拟技术。使焊接技术由“技艺”向“科学”演变辊实现焊接自动化的一个重要方面。本世纪头十年,将是焊接行业飞速发展的有利时期。我们广大焊接工作者任重而道远,务必树立知难而上的决心。抓住机遇,为我国焊接自动化水平的提高而努力奋斗。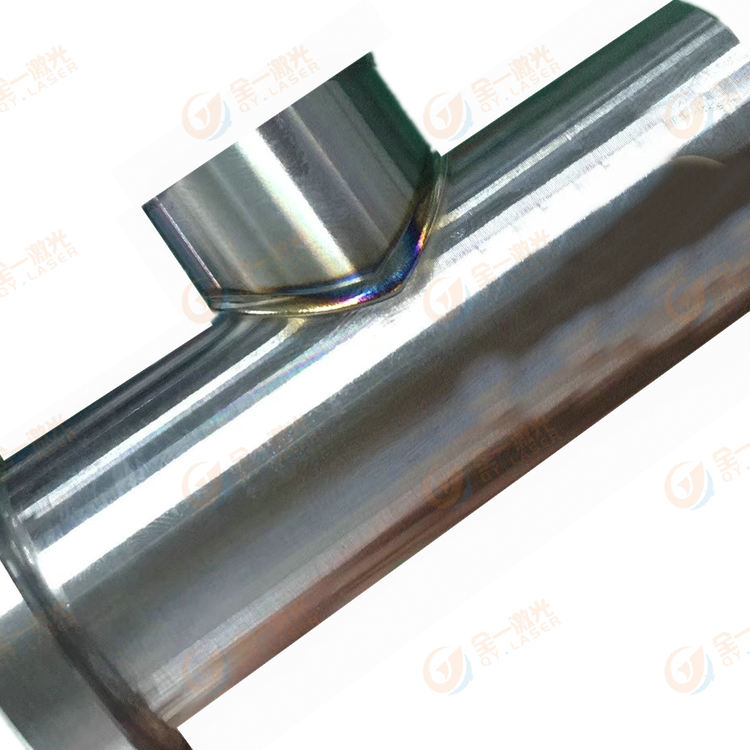
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展佳控制方法方面的研究,包括线性和各种非线性控制。具代表性的是焊接过程的模糊控制、神经网络控制,以及系统的研究。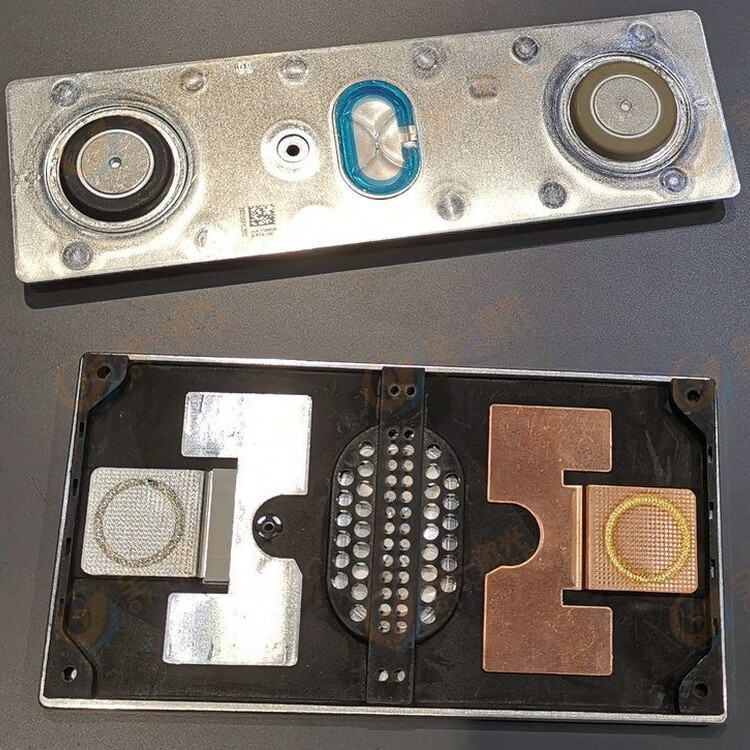
激光焊接机的自动化程度高焊接工艺流程简单。非接触式的操作方法能够达到洁净、环保的要求。采用激光焊接机加工工件能够提高工作效率,成品工件外观美观、焊缝小、焊接深度大、焊接质量高。
在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国开发出了一种用于平板玻璃的激光焊接新技术。
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。