珠海长飞亚注塑机
-
面议
及时发货
交易保障
卖家承担邮费
注塑机合模机构特点:采用三模板、机铰合模机构;主要受力零件全部经过UG有限元分析,受力均匀; 大斜排角设计、箱式模板设计,合模机构刚性好,所需开模力小,开合模运行快速稳;移动模板静压支撑设计,承载能力大;模板、十字头、机架等主关零部件全部由公司自有的数控大型加工设备加工,确保加工精度。
注塑机设备故障报警显示功能;三色报配合蜂鸣器;前后门紧急停止按钮;液压油油位报警;固态继电器加热,加热电路设置供电保护装置,有效预防加热过温保护; 液压控制优点的伺服液压系统,控制,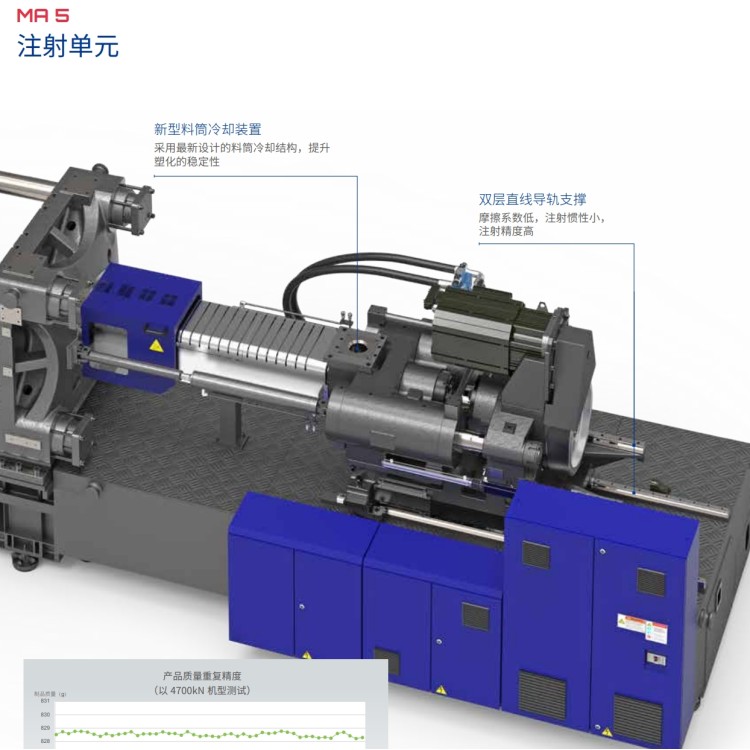
注塑机实时控制制品质量;电器箱设计除标准化之外还采用强电、弱电、伺服驱动器电箱分开,将信号干扰降到限度,加上空间足够大,检修维护方便,元器件散热快,有效降低电气故障;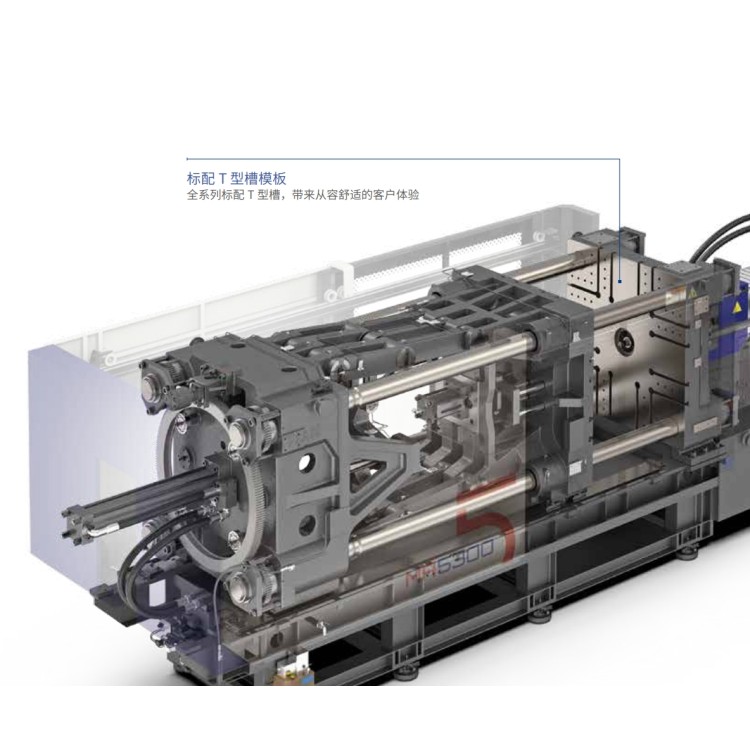
注塑机的液压系统
液压传动系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。它主要由各自种液压元件和液压元件所组成,其中油泵和电机是注塑机的动力来源。各种阀控制油液压力和,从而满足成型工艺各项要求。
电气控制
电气控制系统与液压系统合理配合,可实现机的工艺过程要求(压力、温度、速度、时间)和各种程序动作。主要由电器、电子元件、仪表(见右下图)、加热器、传感器等组成。一般有四种控制方式,手动、半自动、全自动、调整。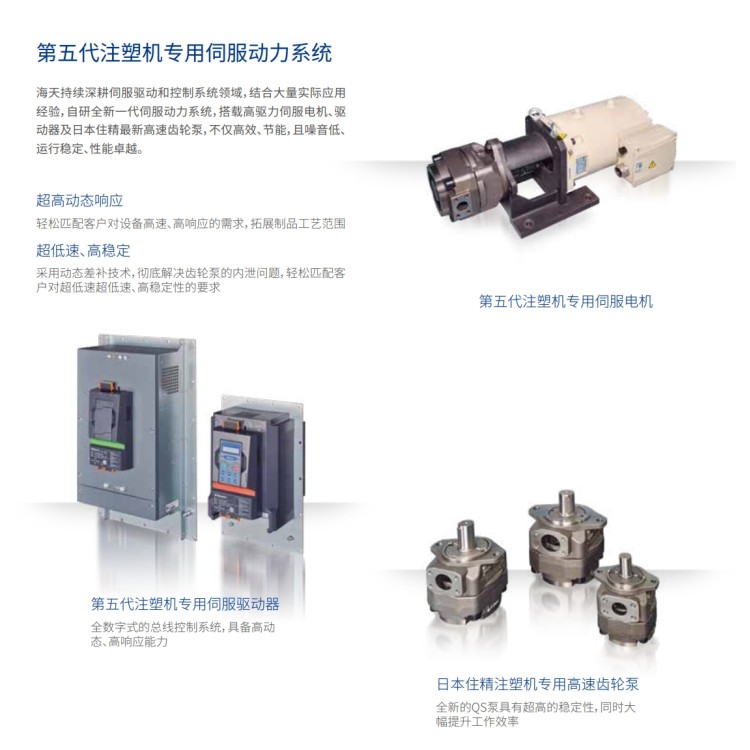
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行过程动作、加料动作、压力、速度、顶出型式的选择,料筒各段温度的,压力和背压压力的调节等。
一般螺杆式注塑机的成型工艺过程是:将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和座前移,使喷嘴贴紧模具的浇口道,接着向缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及制品具有一定的密度和尺寸公差)。成型的基本要求是塑化、和成型。塑化是实现和成型制品质量的前提,而为满足成型的要求,有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。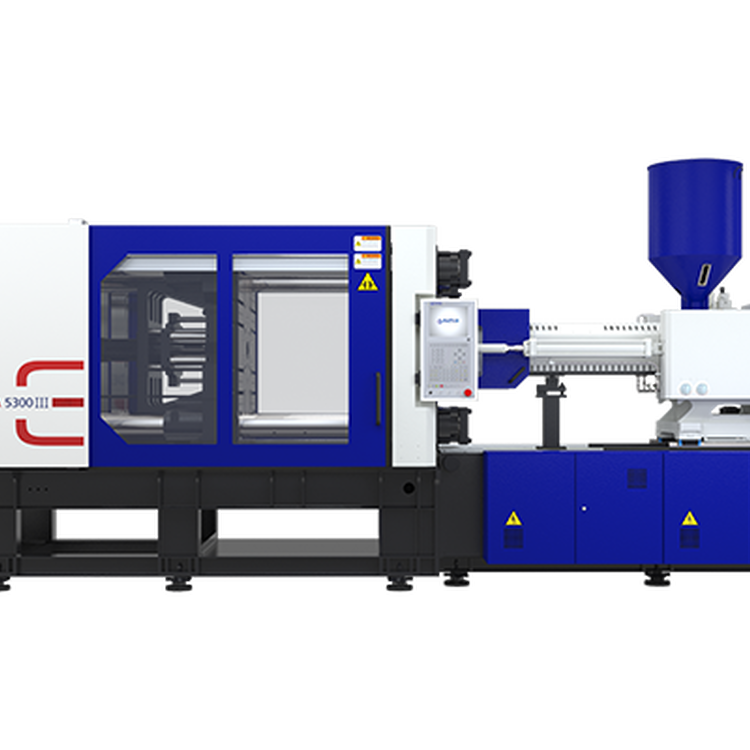
随着节能降耗上升为国家,注塑机节能问题也被广泛关注。常规注塑机领域的节能用于电机方面有变频器和伺服电机两个比较成熟的方式,其中伺服电机越来越被广泛接受。
伺服节能系列注塑机,配备了的伺服变速动力控制系统,在注塑机成型过程中对不同的压力,作出不同的频率输出,并对压力进行的闭环控制,实现伺服电机对注塑机能量需求的高速响应及匹配和自动调整。