云南供应金属焊接报价及图片
-
¥45.00
及时发货
交易保障
卖家承担邮费
金属焊接焊口的位置要符合以下要求:
焊口应避开应力集中区,便于施焊、检验及热处理。
锅炉受热面管子焊口,其中心线距离管子弯曲起点或汽包、联箱外壁或支吊架边缘至少70,同根管子两个对接,焊口间距离不得小于150mm。
管道对接焊口,其中心线距离管子弯曲起点不小于管子外径,且不小于100mm(焊接、锻制成型管件除外),距支吊架边缘至少50mm,同管道两个对接焊口间距不得小于150mm,当管道公称直径大于500mm,同管道两个对接焊口间距离不得小于50mm。
金属焊接的时间:合金层厚度在2-5um结实,焊接时间过长,则焊接点上的焊剂完全挥发,就失去了助焊作用。合金层将加厚,使焊点变脆,变硬且易折断,光洁度变白,不发亮。焊接时间过短,则焊接点的温度达不到焊接温度达不到焊接温度,焊料不能充分熔化,容易造成虚假焊。同时,合金层过薄,使焊接变得力度不够。所以焊接时间应选择适当,一般应控制在2S-3S以内。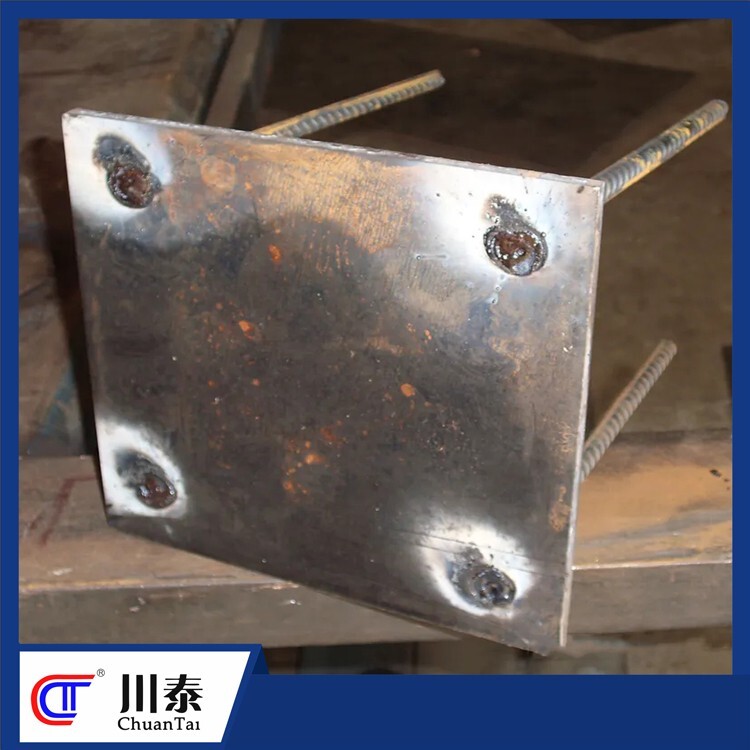
通常金属之间的连接有六种方式,具体是螺纹连接、焊接、铆接、胶结、销连接和型面连接。每种连接方式的特点和应用环境都各有不同,也都有其优点和缺点。如螺纹连接的特点是结构简单,拆卸方便,但不适合连接厚度尺寸太大的物件。而铆接就具有接头强度高,紧密性好,但不宜拆卸等特点。胶接的优点是适合连接材料范围广泛,但接头强度较低,在湿热和温度变化等环境中易脱落。焊接相对于其他连接方式来说,同样有其自身优点和缺点。结合焊接的具体工艺特点,其优势在于焊接速度快,变形小;设备简单,能在室温或其他特殊条件下操作;可以连接材料多样化,并能对异性材料施焊,效果良好;高功率器件焊接时,可达很大的深宽比;可进行微型焊接,定位,可加工小型工件;可大批量自动化生产。
而焊接工艺的局限性在于焊接口通常无法拆卸;焊接自动化设备成本较高;若工件装配精度和焊接光束定位精度达不到要求,容易造成焊接缺憾;有些特殊材料无法进行焊接连接。