普通挤塑板表皮为光面,其表皮与胶粘剂及抹面砂浆的可粘接性很差。一方面可使表面粗糙均匀有利粘贴,其与胶粘剂和抹面砂浆的拉伸黏结强度、耐水和耐冻融强度均在0.25MPa以上,大大提高了系统的黏结力,加大了可靠性。另一方面也通过去皮处理均匀释放了一定量的内部应力。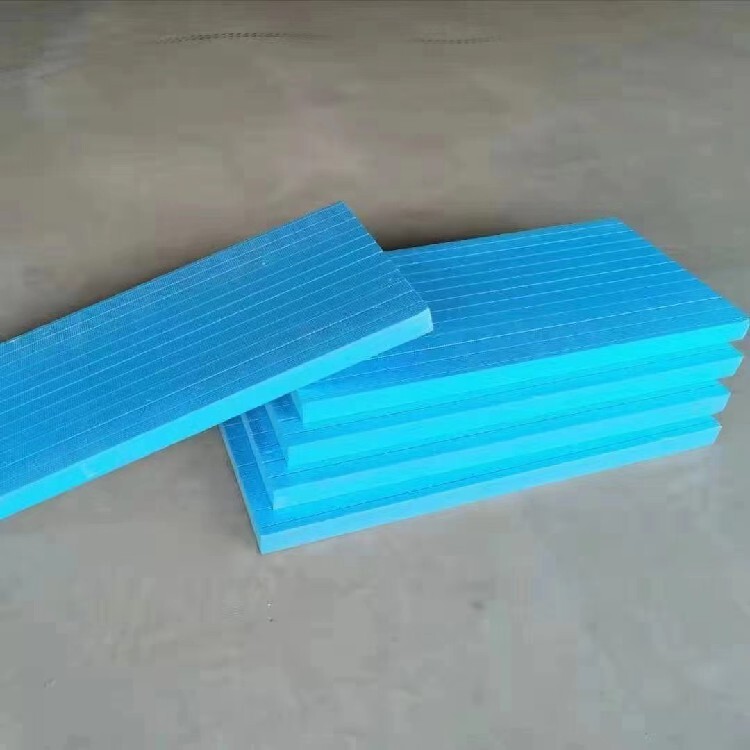
行业里多认为挤塑板用于外墙外保温由于尺寸稳定性差,会因气候的影响而导致其尺寸变形,终导致饰面层涂料开裂,不如EPS系统。实际上我们可以从系统中的三种材料的弹性模量来看,砂浆约为15500MPa,EPS约为4~6MPa,XPS约为7~9MPa。虽然EPS弹性模量比XPS略小,但与砂浆弹性模量相比,EPS与XPS挤塑板都属于同一数量级,材料相互之间的约束不会有本质的改变。也就不存在砂浆对EPS的约束比对XPS的约束效果更好的说法,而诸多的工程实例也证实此效果。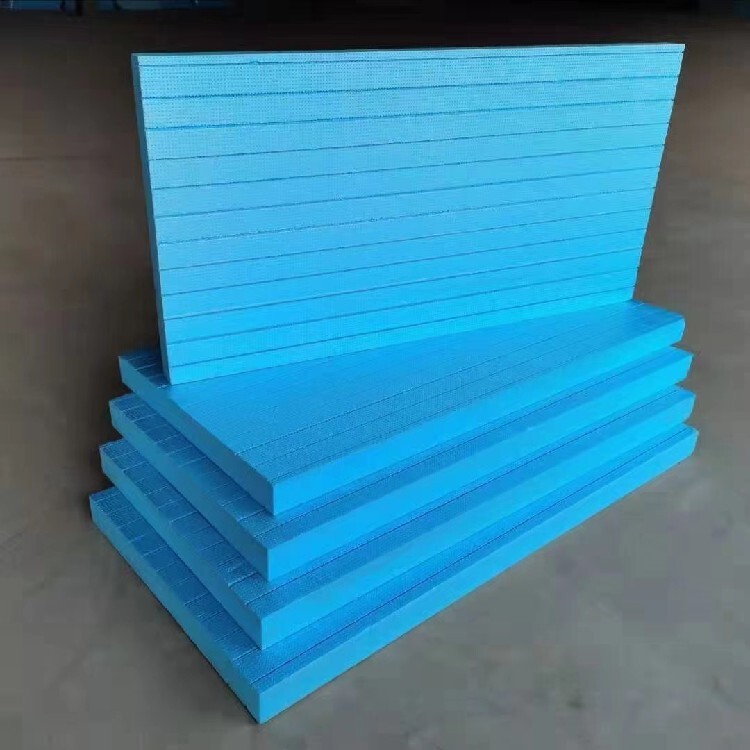
挤塑板生产设备由两组挤出机串联而成,主要设备有喂料系统;75平行双螺杆挤出机;换网器;150挤出机;发泡剂高压注入系统;模具;定型牵引机组;输送架;边条切割机;长度切割锯组成。辅助设备还有挤塑板表面拉毛机;回收造粒机;边缘成型机;开槽机;自动包装机等。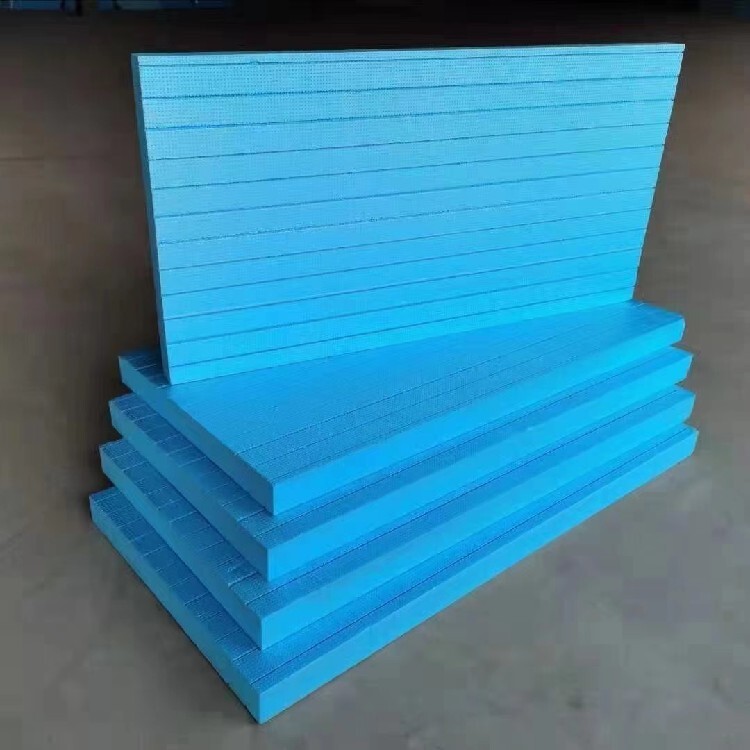
挤塑板的生产工艺包括以下方面:通用级聚苯乙烯与成核剂、助燃剂等通过喂料机进入级塑料挤出机,在挤塑机内充分塑化后再注入发泡剂(目前常用的是氟利昂,环保型的二氧化碳发泡剂也在逐步推广中),发泡剂在第二级挤出机中与其他原料充分混合和冷却后通过模具挤出,在模具挤出后压力迅速释放,被塑料包裹的发泡剂迅速膨胀形成密闭的泡孔,在泡孔的作用下聚苯乙烯塑料形成了有蜂窝状密闭泡孔的发泡板。再经过定型牵引机将板材定型为所需的厚度和宽度,经过切割成型即可。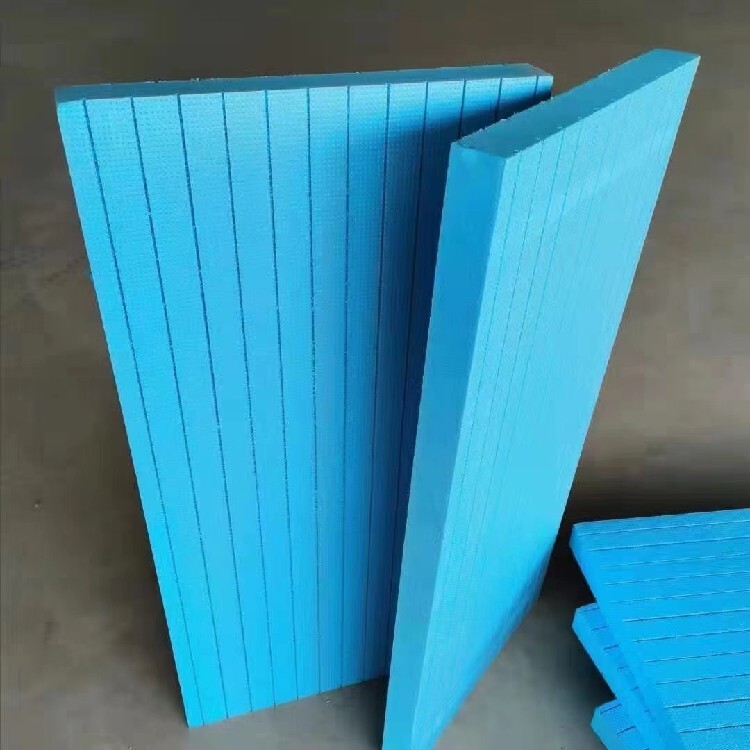
普板和阻燃板的大区别是有没有添加阻燃剂,重量稍轻:阻燃板每方32公斤以上,普板只有28-31公斤左右。“阻燃剂的价格很高,阻燃板的成本因此也大幅度提高。”没加阻燃剂的普板阻燃效果不好,甚至可以说阻燃率为零。这种板子的价位比较便宜,每立方340元;有多种规格,2公分到10公分等多种型号,其价格不一样。阻燃板分B1、B2级,详见GB8624-1997(老标准),阻燃板对生产技术要求高,阻燃效果好,能有效保障施工安全,减少工程风险和损失。
配置粘结剂:
1)将5份(重量比)干混砂浆倒入干净的塑料桶,加入1份净水,应边加水边搅拌,然后用手持式电动搅拌器搅拌5分钟,直到搅拌均匀,且稠度适中为止。
2)将配置的粘结剂静置5分钟,在搅拌即可使用,配置好的粘结剂宜在1小时内用完。
3)粘结剂的配置只准许加入净水,不得加入其他添加物(剂)。