冷锻散热器定制,淮安冷锻散热器原装现货
-
面议
及时发货
交易保障
卖家承担邮费
冷锻散热器可采用纯铝AL1070.1050一体式挤压成型。AL传热系数为22670W/m.k,合金铝(6063)传热系数为180W/m.k,而普通压铸铝(A380)传热系数仅为96W/m.k。传热系数越大,LED释放热量可以传递得更快,更有利于LED灯具的整体散热。
使用冷锻散热器模具AL铸造1050系列材料也可以使用AL6063系列材料铸造,两种材料可以同时使用一套模具,从而增加客户的选择,以满足不同的需求!
产品结构异常
底板上下可通过冷锻工艺产生异性结构,两侧也可冲压成特殊形状
散热面积大
冷锻散热器散热片薄厚,可达0.7MM,间距能做到1MM,薄而多的散热片,大大增加了与空气的接触面积,更有利于空气对流散热。
鳍片多样化
冷锻工艺可以满足圆柱形等各种形状的鳍.块状.立柱.六边柱等形状
大尺寸散热器
冷锻工艺和3000吨以上常压设备可一次成型2600吨*尺寸超过260,
高长径比
冷锻散热器长径比在1:50以上,挤出一般在1:25以上
多方向出入风
冷锻散热器的进气方向是三维进气。一般来说,挤出是二维进气,以便更好地适应环境,获得更好的散热效果。
结构异性化
冷锻散热器采用模具铸造,可在模具上进行异性加工,基板背面出现异性结构,更好地与加热元件结合!
外观
散热器由铝制成,表面可阳极处理,光滑明亮,也可根据客户需要喷洒不同颜色的阳极喷砂(银、白.黑色等。压铸铝表面粗糙,需要喷涂,不利于散热。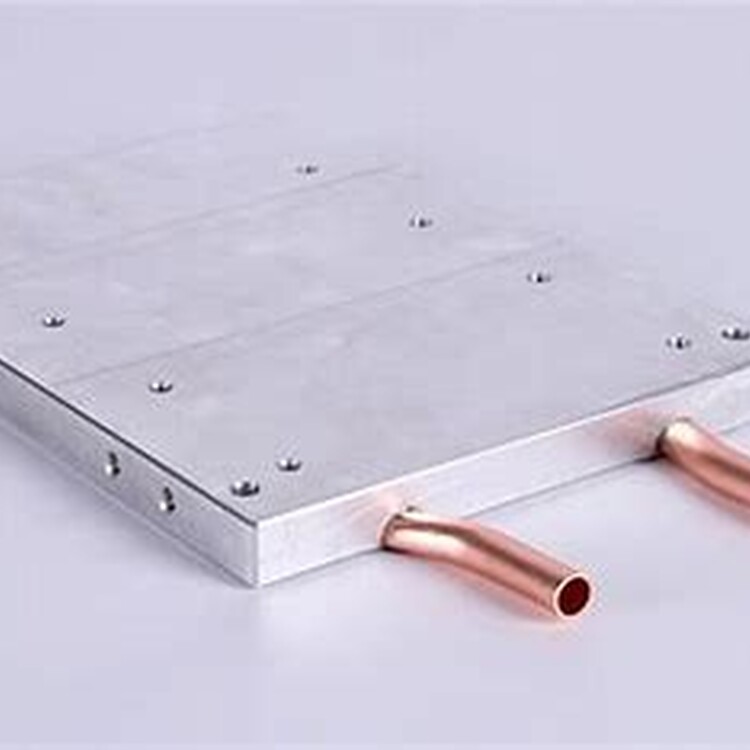
提升冷板的散热性能主要依靠:
1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。
2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。
3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。