城区卷板加工广州程诺钢结构管桁架加工
-
¥8000.00
及时发货
交易保障
卖家承担邮费
管桁架是从网架结构发展而来,但省去下弦纵向杆件和网架的球节点,可满足各种不同建筑形式的要求。管桁架结构尤其是构筑圆拱和任意曲线形状比网架结构更有优势。管桁架结构特有的层次感给用户带来的结构美,易于构成各种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。近几年管桁架广泛应用于工业厂房、汽车等行业设备平台生产线、物流仓储、公共建筑体育馆、商务会所、高铁站台、地铁站台、高层商务楼等场所。
管桁架的优点 钢管结构因其具有优外观、合理的受力特点以及的经济性,在现代工业厂房、仓库、体育馆、展览馆、会场、航站楼、车站及办公楼、商住楼、宾馆等建筑中得到了广泛的应用,如上海体育场、上海科技城、都机场新航站楼、广州新白云及长航站楼、广州国际会展中心、上海新国际博览中心、南京国际会展中心、南京体育场、江苏省南通市体育会展中心等大型工程中均采用了钢管结构。工程实际表明,钢管结构既可以很好地满足建筑要求,又能够使结构达到安全、适用、经济等性能指标,符合钢结构的设计观念。
管桁架制作工艺规程适用于大型体育场馆、公共建筑和各种用圆管、矩管作为骨架构成各类形状的空间结构的建筑物以及构筑物。管桁架制作使用的管材、板材、焊材、铸钢,除材料牌号、型号规格和质量等级应符合相应设计文件的要求外还符合相关规定。
桁架是指由杆件在端部相互连接而组成的格子式结构,管桁架结构也称钢管桁架结构、管桁架、管结构,是指杆件均为圆或方管杆件的桁架结构。与一般桁架的区别在于连接节点的方式不同,管桁架结构在节点处采用杆件直接焊接的相贯节点(或称管节点)。相贯节点处,只有在同一轴线上的两个主管贯通,其余杆件(即支管)通过端部相贯线加工后,直接焊接在贯通杆件(即主管)的外表,非贯通杆件在节点部位可能有一定间隙(间隙型节点),也可能部分重叠(搭接型节点)。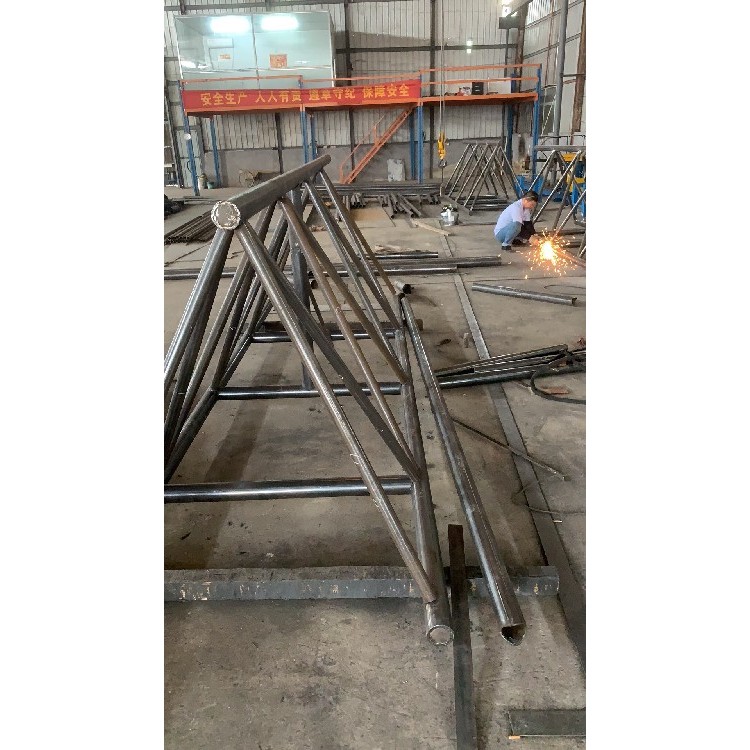
管桁架构造生产加工生产制造步骤: 1、零件开料、弯头,该工艺流程主要是主弦杆管道支架成型。针对倾斜度不规律的管材,先依据弧型的函数曲线,测算管材基准点座标,另外制取相对的折弯磨具,采用规格达标的钢管原材料冷拔成形,弯头成型后查验基准点应不少于桁架结构弦杆阶段基准点。 2、在事先准备好的胎架子上开展管桁架组装模块的组装和电焊焊接,确保各模块的精密度。模块组装的规格务必,以确保高处安装(总拼)时连接。 ①施工放样、架设组装胎架。运用三维绘图软件施工放样,包含支管、主弦杆线型转折点基准点、连接点、围绕壳体角点等座标基准点,明确预制构件横、竖向部位。 ②负责人上胎调节定位。单元体组装,整体应该按先平面图、后室内空间,先正中间后两侧,先松后面再上的次序开展;在同一连接点上按先大管后小管、先负责人后立管次序开展。负责人上胎后,运用线坠两端对齐并调节各基准点部位,明确平面图范畴内线型。运用垂准仪测量调节各基准点的设计标高。 ③立管联接定位。主弦杆定位后,焊接固定不动坚固,一样运用线坠、垂准仪等仪器设备明确各立管部位,焊接固定不动。 ④围绕壳体联接。为减少壳体拼装后的形变,先将壳体总体组装,电焊焊接一部分焊接,再将一部分板拆卸后与桁架结构开展拼装。 3、电焊焊接进行后查验桁架结构总体规格、修复缺点、打磨抛光。漆料后标上序号、绘制安装定位线,准备安装。
不同管桁架结构成品的检查项目各不相同,要依据各工程具体情况而定。若工程无要求,一般检查项目可按该产品的标准、技术图纸、设计文件的要求和使用情况而确定。成品检查工作应在材料质量书、工艺措施、各道工序的自检、专检等前期工作后进行。钢构件因其位置、受力等的不同,其检查的侧也有所区别。 2.修整 构件的各项技术数据经检验合格后,加工过程中造成的焊疤、凹坑应予补焊并磨平,临时支撑、夹具应予割除。 铲磨后零件表面的缺陷深度不得大于材料厚度负偏差值的1/2。管桁架结构的钢管和节点处打磨常用电动手砂轮,在较大平面上磨平焊疤或磨光长条焊缝边缘,常用高速直柄风动手砂轮。 3.验收资料 产品经过检验部门签收后进行涂底,并对涂底质量进行验收。 钢结构制造单位在成品出厂时应提供钢结构出厂合格证书及有关技术文件,其中应包括: ①施工图和设计变更文件,设计变更的内容应在施工图中相应部位。 ②制作中对技术问题处理的协议文件。 ③钢材、连接材料和涂装材料的质量书和试验报告。 ④焊接工艺评定报告。 ⑤高强度螺栓摩擦面抗滑移系数试验报告、焊缝无损检验报告及涂层检测资料。 ⑥主要构件验收记录。 ⑦构件发运和包装清单。 ⑧需要进行预拼装时的预拼装记录。 此类证书、文件作为建设单位的工程技术档案的一部分。上述内容并非所有工程都具备,而是根据工程的实际情况提供。