广元Q550D高强板厂家NM500耐磨板耐酸耐碱
-
≥100吨¥4000.00
-
50-100吨¥4000.00
-
1-50吨¥4100.00
及时发货
交易保障
卖家承担邮费
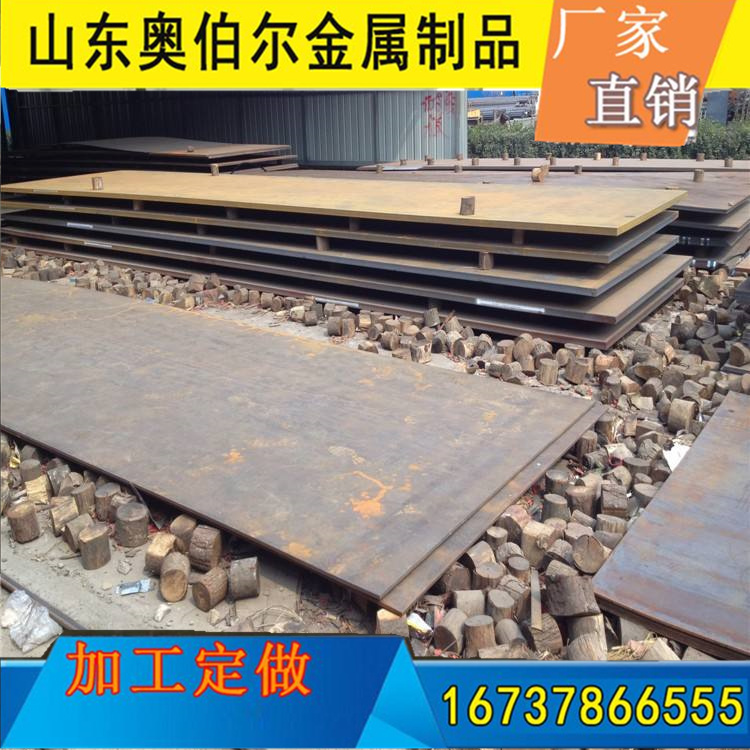
广元Q550D高强板厂家 NM500耐磨板 耐酸耐碱
【山东奥伯尔金属制品有限公司大量现货库存】:进口耐磨板、国产耐磨板、Mn13高锰耐磨钢板、高强板、耐候钢板、耐酸钢板、合金板、无磁钢板、不锈钢板、桥梁钢板、65mn弹簧钢板、20cr钢板、40cr钢板等特殊板材
耐磨板:NM360耐磨板、NM400耐磨板、NM450耐磨板、NM500耐磨板、NM550耐磨板、NM600耐磨板
进口耐磨板:HARDOX400耐磨板、HARDOX450耐磨板、HARDOX500耐磨板、HARDOX550耐磨板、HARDOX600耐磨板 耐候钢板:Q235GNH耐候板 Q295GNH耐候板 Q345GNH耐候板Q355GNH耐候板 Q235NH耐候板 Q295NH耐候板 Q345NH耐候板 Q355NH耐候板 09cupcrni-A耐候板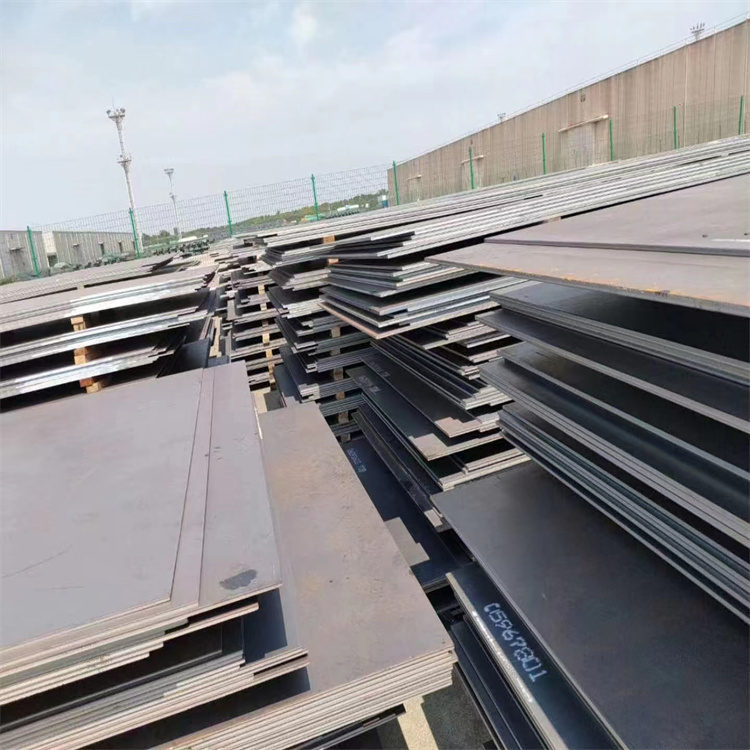
发展汽车工业的迅猛发展为国民经济和社会发展发挥了重要作用。但受能源短缺、环境污染等问题的影响,该行业发展之矛盾也日益凸显。展望未来,该行业的发展只有建立在自然、生态、节能、安全等背景下,其发展才可持续。在此背景下,汽车轻量化以及高强钢的应用成为了重要发展方向。但受高强不锈钢板材强度的提高,传统的冷冲压工艺在成型过程中容易产生现象,无法满足高强度不锈钢板的加工工艺要求。在无法满足成型条件的情况下,目前上逐渐研究强度不锈钢板的热冲压成形技术。该技术是综合了成形、传热以及组织相变的一种新工艺,主要是利用高温奥氏体状态下,板料的塑性增加,屈服强度降低的特点,通过模具进行成形的工艺。但是热成型需要对工艺条件、金属相变、CAE分析技术进行深入研究,目前该技术被国外厂商垄断,国内发展缓慢。
高强板:Q390高强板 Q420高强板Q460高强板 Q550高强板Q690高强板Q890高强板 Q960高强板 HG 60高强板、HG 70高强板 HG 785高强板 合金钢板:12crmo 合金钢板、15crmo 合金钢板、30crmo 合金钢板、35crmo 合金钢板、42crmo 合金钢板、45crmo 合金钢板
高建钢Q235GJB 钢板Q235GJC 钢板 Q235GJD 钢板Q345GJC 钢板Q345GJD 钢板 Q345GJE钢板
据调查统计,部分汽车品牌高强钢的应用不断扩大,有些车型的车身框架高强度钢的应用已达90%。根据美国钢铁学院能量部的研究,即使高强度钢降低部分数值其拉伸还是要比传统的冷板困难得多。高强钢的延展率只有普通钢材的一半。当材料被冲压成形时,会变硬,不同的钢材,变硬的程度不同。一般高强度低合金钢只略有20MPa增加,不到10%。注意:双相钢的屈服强度有140MPa增加,增加了40%多!金属在成形过程中,会变得完全不同,完全不像冲压加工开始之前。这些钢材在受力后,屈服强度增加很多。材料较高的屈服应力加上加工硬化,等于流动应力的大大增加。因此,开裂、回弹、起皱、工件尺寸、模具磨损、微焊接磨损等成为了高强钢成型过程中的问题焦点。
标准型的Mn高摆钢又称adfield钢,是由英国人adfield于年发明的。、Mn高耐磨钢板的切割,建议采用等离子切割。等离子切割分为水下等离子和空气等离子切割两种。采用水下等离子切割时,等离子气体可产生几千度的高温,高钢板切口处迅速熔化,并因水的阻隔避兔了氧化,水又对钢板及时进行冷却,阻止碳化物析出,使钢板切割面光滑平整,无热影响区,切割质量|佳,是切制高锰钢的。也可采用空气等离子切割。、Mn高锰耐磨钢板也可采用传统的火焰切割。采用火焰切割时,建议采用切割小车,根据钢板厚度不同,采用不同规格的头,燃气和氧气配比调整适当(好是中性火焰),好是全部调整好后再开始下料,防止因中途熄火引弧造成断面缺口,影响切割质量。、Mn高耐磨钢板的焊接:高耐磨钢板的焊接可采选用手工电弧焊的方法。焊条选用D(堆)或D(堆)焊条;焊接前应打磨焊缝,要清理工件坡口及边缘,去除铁锈、油污,同时将焊条烘干;焊接时,应选择小直径焊条(一般为mm.mm),小电流、高电压、多焊层、多焊道、快速焊接;如采用直流焊接,焊条接正极;焊接每层后要锤击焊缝,以提高其抗热裂纹能力。也可使用流动水快速降温。
欢迎来电询价
全天装车!
二十四小时 欢迎你的来电。
广元Q550D高强板厂家 NM500耐磨板 耐酸耐碱在1976年,FIOR工艺被提出,它是运用流化床复原铁矿粉出产热压块铁的办法。运用该工艺在委内瑞拉缔造的工业设备现已运转了25年,总产值超过了6万t。在1991年,FIOR工艺得到了进一步的开展,VAI和Exxon公司在FIOR的基础上联合开发了一种新的炼铁工艺流程FINMET。该工艺运用的矿石粒度小于12mm。选用的仍为四级流化床反响器(级流化床温度为5℃,压力为1.1MPa;终流化床温度为8℃,压力为1.4MPa)。