在刮抹涂料大放异彩的今天,防腐行业也迎来了大洗礼,以脱硫塔防腐涂料为代表的新一代防腐涂料在市场上深受顾客朋友们的喜爱。
涂料主要成分采用纳米微粉、陶瓷微珠、碳化硅、氮化硼、细晶氧化铝、超细、氧化钛等,制成金属陶瓷功能填料提高涂层的耐磨,防蚀性能。该涂料的基料和填料均由耐热、特种材料组成。基料中含有大量OH活性基团,它与填料中的活性组分及钢铁、或是其他材质活性表面快速反应,生成三维结构的无机聚合物,将涂层与基体连成一体,形成具有电化学保护和物理屏蔽作用的耐热防腐涂层,特别适用于工作在高温,腐蚀环境下的钢铁、或是其他材质结构的长效防护。
使用无机纤维,增强涂层的抗冲击性。配以适当的颜料、溶剂、助剂和加入耐磨增强剂。其物理性能、化学性能和使用性能均超过国际水平。耐高温防腐涂料在经过几次研发改进后,涂料耐温从高的1200℃达到1700℃。
腻子找平:如果基面凹凸不平、纹路较深,涂层不能覆盖或涂料表面装饰功能要求高时,应采用本公司生产的CPC柔性耐水腻子在基面上整体批刮2道(施工工艺详见CPC柔性耐水腻子说明书),再涂刷CPC防碳化涂料涂刷,以达到更好的美观效果。
2.涂料拌制每次涂料配制前,应先将液料组分搅拌均匀。涂料的质量配比为:A组分:B组分:水=1:3:(0~0.2)。涂刷底层时,加水量可取高限值。液料与粉料的配比应准确计量,采用搅拌器充分搅拌均匀,搅拌时间在5min左右,拌制好的涂料应色泽均匀,无粉团、沉淀。涂料搅拌完毕静置3min后方可涂刷。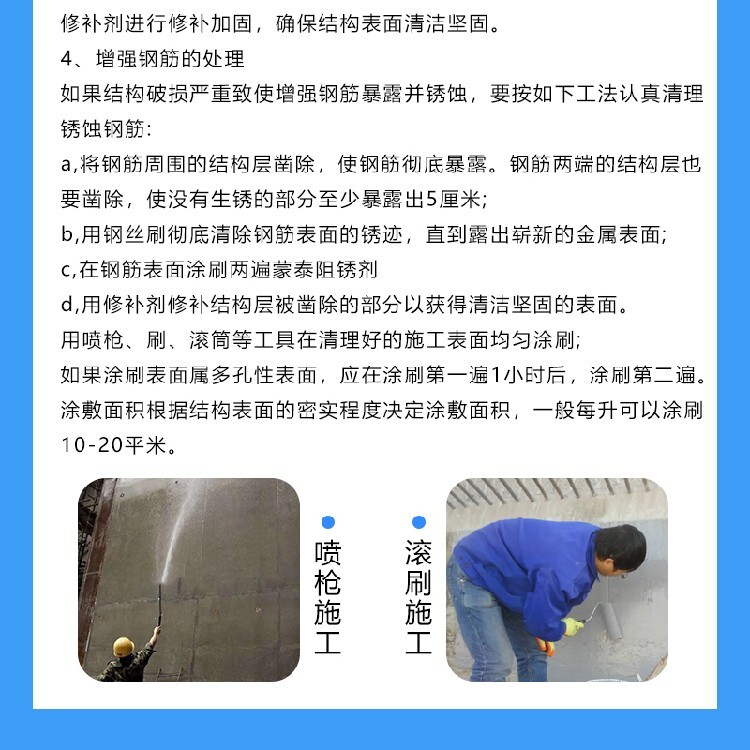
涂料涂刷涂层应分层多道涂刷完成。基面未批刮腻子层时,涂料应涂刷4~5道,使之形成1~1.2mm厚度的涂层;有腻子层时涂刷3道即可,形成厚度约0.75mm的涂层。后道涂刷待前道涂层表干不粘手后方可进行(推荐即使在夏季快干季节,间隔时间也不要低于1.5h)。当前道涂刷施工完毕后,应检查涂层是否厚薄均匀,严禁漏涂,合格后方可进行后道涂刷施工。涂刷工具可采用刷子或绒毛辊筒。辊涂时应来回多辊几次,以使涂料与基层之间不留气泡,粘结牢固。每遍涂刷宜交替改变涂层的涂刷方向。在使用中涂料如有沉淀应注意随时搅拌均匀。
质量要求漏涂、透底:不允许。反锈、掉粉、起皮:不允许。泛碱、咬色:不允许。厚度:厚度一致。针孔、砂眼:允许轻微少量。
光泽:均匀。开裂:不允许。
颜色:色泽一至。
涂层养护后一道涂层施工完12h内不宜淋雨。若涂层要接触流水,则需自然干燥养护7d以上才可。密闭潮湿环境施工时,应加强通风排湿。