北京导电石墨电极生产厂家
-
面议
及时发货
交易保障
卖家承担邮费
石墨电极较容易加工,且加工速度明显快于铜电极。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电极则需要人手挫磨。同样,如果采用高速石墨加工中心制造电极,速度会更快,效率也更高,还不会产生粉尘问题。在这些加工过程中,选择硬度合适的工具和石墨可减少刀具的磨损耗和铜公的破损。如果具体比较石墨电极与铜电极石墨电极的铣削时间,石墨较铜电极快67%,在一般情况下的放电加工中,采用石墨电极的加工要比采用铜电极快58%。这样一来,加工时间大幅减少,同时也减少了制造成本。
模具厂由铜电极转用石墨电极后,应该清楚的是该如何使用石墨材料以及考虑其他相关因素。如今部分群基火花机客户采用石墨以电极放电加工,这免除了模具型腔抛光和化学物品抛光的工序却仍然能达到预期的表面光洁度。
注意事项
1、受潮湿的石墨电极,使用前要烘干。
2、去除备用石墨电极孔上的泡沫塑料保护帽,检查电极孔内螺纹是否完整。
3、用不含油和水的压缩空气清理备用石墨电极表面和孔内螺纹;避免用钢丝团或金属刷砂布清理。
4、将接头小心地旋入备用石墨电极一端(不建议将接头直接装入炉上撤换下来的电极)的电极孔内,不得碰撞螺纹。
5、将电极吊具(建议采用石墨材质的吊具)拧入备用电极另一端的电极孔内。
6、起吊电极时,垫松软物到备用电极装接头一端的下面,以防止地面碰损接头;用吊钩伸入吊具的吊环后吊起,吊运电极要平稳,防止电极由B端松脱或与其它的固定装置碰撞。
7、将备用电极吊到待接电极上方,对准电极孔后慢慢落下;旋转备用电极,使螺旋吊钩与电极一起转动下降;在两支电极端面相距10-20mm时,再次用压缩空气清理电极两个端面和接头的裸露部分;在后完全下放电极时,不可过猛,否则因猛烈碰撞,会导致电极孔和接头的螺纹受损。 8、用力矩扳手拧备用电极,直到两支电极的端面紧密接触为止(电极和接头的正确连接夹缝小于0.05mm)。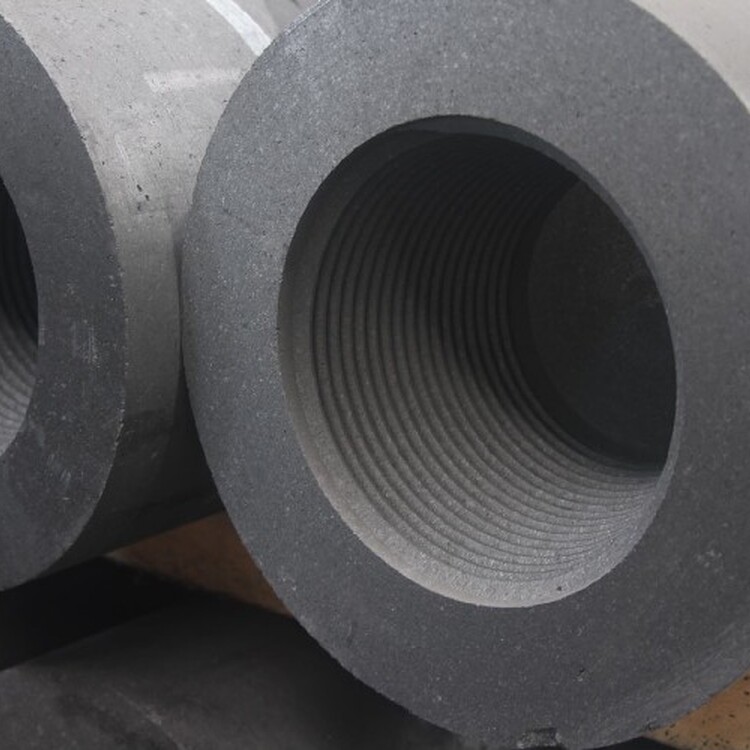
虽说石墨是易切削的材料,但对刀具的损耗特别大,而且加工过程中产生的粉尘不仅会磨损机床内部零件(丝杠、导轨等),甚至会威胁操机人员的身心健康,所以石墨材料的加工需要使用密封性能良好的加工设备。石墨雕铣机则拥有良好的密封性,根据石墨材料的加工特性,配备了多重防护,在导轨面上安装了多层防护盔甲,有效保护丝杠导轨;配有率的集尘系统,有效吸收石墨粉尘 。在其他方面,石墨雕铣机的铸件结构稳定,加工精度高,使用寿命长,可以满足机床重切削或者高速切削的需求。
石墨用作电极、电刷、碳棒、碳管、水银整流正极、石墨垫片、电话配件、电视显像管涂料等广泛应用于电气行业。其中石墨电极应用为广泛,在使用石墨电极冶炼各种合金钢和铁合金时,强电流通过电极进入电炉冶炼区产生电弧,将电能转化为热能,温度上升,从而达到冶炼或反应的目的。此外,在电解金属镁、铝、钠时,石墨电极也用于电解槽的阳极。
我们都知道石墨具有其他金属材料无法代替的特点,作为材料,石墨电极材料在实际的的选材中往往有很多使人迷乱的特点,选择石墨电极材料的依据也有很多,但主要的有以下四个标准:对于同等平均粒径的材料,电阻率小的材料,其强度和硬度也会相应略低于电阻率高的材料。即,放电的速度、损耗会有所不同。故此,石墨电极材料的固有电阻率,在实际应用的需要选择材料非常重要。电极材料的选择直接关系到放电的效果,在很大程度上材料的选取是否恰当,决定了放电速度、加工精度以及表面粗糙度的终情况。