黄浦矿用21.6钢绞线现货
-
¥4600.00
及时发货
交易保障
卖家承担邮费
本系列试验机主要用于金属材料(如钢绞线、PC钢棒和钢丝)室温下拉伸应力松弛力学性能检测。产品满足GB/T 10120-1996金属应力松弛试验方法及ASTM E328-2008材料和结构应力松弛试验方法标准中钢材室温下拉伸应力松弛试验的相关要求。
本系列试验机采用进口的伺服电机和伺服控制器的机电伺服方式,避免液压系统可能存在的泄漏现象,具有环保清洁、噪音低,精度更高等明显优势。
钢绞线应力松弛试验机主要技术指标
试验力:600kN
有效负荷测量范围:12600kN
负荷测量精度:优于示值的1
试验力误差:0.5%
负荷分辨率:15N(全量程不分档,负荷分辨率不变)
负荷传感器蠕变:30分钟=0.02%
温度传感器分辨率:0.1
温度传感器精度:0.3
位移测量精度:优于示值的0.5
噪声:=35dB
加荷速度:1005000N/S,任意设定
有效行程:200mm
试验空间:左右夹头间距:1600mm
电源:电压 380V10%,220V10%,50HZ; 功率 2.0kW
主机尺寸(长x宽x高):约2750mmx550mmx1015mm
重量:3200kg
满足GB-T 5224-2003 《预应力混凝土用钢绞线》,GB/T10120-1996《金属应力松弛试验方法》。试验机主机与辅具的设计借鉴了日本岛津的技术,外形美观,操作方便,性能稳定可靠。计算机系统通过伺服控制器,经调速系统控制伺服电机转动,经减速系统减速后通过精密丝杠副带动移动横梁前进、后退,完成试样的松弛力学性能试验,、噪音低,,具有非常宽的调速范围和横梁移动距离,具有非常广阔的应用前景。该机广泛应用于建筑建材、航空航天、机械制造等行业的金属材料检验分析,是质检部门的理想测试设备。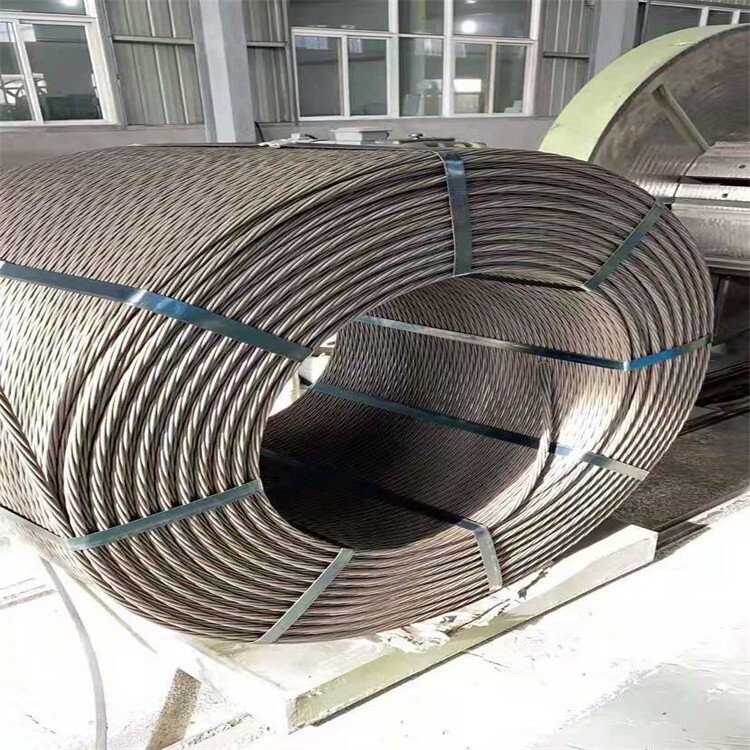
该钢绞线静载锚固试验机按照国际标准GB/T14370-2000《预应力筋用锚具、夹具和连接器》的要求,研制开发的一种新型试验机,用来完成对预应力筋用锚具、夹具和连接器的性能检测.
钢绞线静载锚固试验机主机部分
1.试验力:5000kN;
2.试验力测量范围及精度:5 0-5000 kN ;精度为±1%全不分档
3.位移测量范围及精度:0-200mm;精度为±1%F.S.
4.试样规格:Φ9.50;Φ11.10;Φ12.70;Φ15.24mm(公称直径)
5.试验能力:19孔锚具试验
6.试样的长度:大于3000mm
7.心液压缸的行程:200mm
8.试验机主机形式:卧式
9.试验机的外形尺寸(长宽高):4500x1000x800mm
静载锚固试验操作方法;
一、先了解试样的抗拉强度,每束试验的根数,并要求试样长度为4000-4100mm。
二、用配套的垫圈、锚圈、夹片将试样组装好,并使每根试样保持平行,避免两头试样发生扭转,应使每根试样受力均匀,并敲紧夹片。
三、打开计算机,等计算机启动后再启动主机,否则软件会出错。启动软件,设置系统参数,试验类型选择“静载锚固”,长度选择“变形”,x轴选择“变形”。
四、用前卡式千斤顶对每根试样进行预张拉,预张拉力为试样抗拉强度的5%~10%。油泵的操作如下所述:将右路回油阀打开,左路回油阀关闭,向千斤顶供油进行张拉,同时调节左路节流阀,以控制油压的高低和张拉速度(要将张拉力保持在某个力值上,只要迅速的将左路节流阀关闭行);将左路回油阀打开,右路回油阀关闭,同时调节右路节流阀,油泵回程卸载。
五、量出预张拉后的L0(两锚圈内侧间的钢绞线长度)和每根钢绞线的a1(在锚圈外侧的长度)。
六、点击“开始”,试验开始进行,加载速度控制在14KN/min,达到抗拉强度的80%时,持荷1h(单根预应力筋-锚具试验时,持荷时间可以缩短,但不少于10min),同时量出各根钢绞线的a2,求出各根钢绞线的△a,并算出其平均值,并随后逐步加载至破坏。
七、在试验结果中输入L0,△a的平均值,试样根数及计算限拉力和, 然后点击“全部计算”,所有试验结果出来了,打印结果。
八、卸除试样,试验结束。
a、钢绞线按断面结构分为四种结构
钢绞线截面图 1×3 1×7 1×19 1×37
b、国标钢绞线按公称抗拉强度分为五级1270MPa、1370MPa、1470MPa、1570MPa、1670MPa。
c、根据镀锌钢绞线内钢丝锌层厚度的不同,国标钢绞线内钢丝锌层级别分为:A、B、C。
镀锌钢绞线技术要求编辑 镀锌钢绞线尺寸及精度
1、 钢绞线内钢丝的直径及其允许偏差应符合表1现定。
2 、钢绞线捻距应不大于其直径的14倍。其他倍数的捻距应在合同中
3 、钢绞线外层捻向为右捻。外层钢丝的捻向应与相邻内层钢丝的捻向相反如下图所示?如需改变捻向应在合同中。 钢绞线捻向 钢绞线的捻向应为左捻(S)。
4 、无要求时?钢绞线的长度不得小于200m,其长度偏差为:
公称长度 允许偏差
<1000m +3%
≥1000m +1.5%
镀锌钢绞线原料
钢绞线用钢丝应按YB/T 170.2 ,GB/T 4354规定的盘条制造。牌号由供方选择。
钢丝镀锌用锌锭应采用GB/T 470中的Zn99.995锌锭。
镀锌钢绞线绞线工艺要求
1、钢绞线内钢丝(含中心钢丝)应为同一直径、同一强度、同一锌层级别。
2、钢绞线的直径和捻距应均匀?切断后不松散。
3、钢绞线内钢丝应紧密绞合?不应有交错、断裂和折弯。
4、钢绞线应平直、柔软、残余应力小?展开后不应出现∽形。
5、1x3结构钢绞线和架空地线不允许接头,其他类钢绞线内钢丝接头应用电焊对接,任意两接头间距不得小于50m接头应做防腐蚀处理。
镀锌钢绞线钢绞线破断拉力
钢绞线破断拉力有如下两种测定方法
方法1:为测定整条钢绞线破断拉力。
方法2:为测定钢绞线破断拉力总和?按如下公式:
钢绞线内钢丝破断拉力总和=钢绞线小破断拉力X换算系数
换算系数?
1X3 结构为1.08
1X7 结构为1.08
1X19 结构为1.11
1X37 结构为1.17
镀锌钢绞线试验方法
钢绞线的检验项目、试验方法见下表的有关规定。