厚壁直角方管100*250*10可定尺激光切割打孔
-
面议
及时发货
交易保障
卖家承担邮费
厚壁直角方管100*250*10可定尺激光切割打孔
方管加工是方管生产过程中的关键步骤,其质量的好坏直接影响到方管的质量。
下面就介绍一下如何进行方管加工:
1、下料根据设计图要求,按尺寸切割板材、型材等材料;切割时注意保护好割渣和毛刺。
对于厚度大于10毫米以上的钢板应采用剪床或等离子切割机进行剪切;对于直径小于25毫米的圆钢、扁钢可采用气割方法进行切断;对厚度小于3毫米的薄板可用锯切的方法切除。
2、冲孔用钻床或铣床在板材上钻孔,并位置正确和精度要求。
3、弯制将钢材弯曲成一定形状和角度,以获得良好的力学性能。一般先直后曲,即先沿筋板轧制方向将钢管弯曲成形,再通过焊接使焊缝与钢管纵向平齐。
4、将成型后的钢管放入压力机中冲压成型为所需要的各种几何形状及尺寸大小的空心零件或实心零件;
也可利用模具压制空心零件。冲压时要注意控制好变形量的大小及材料的材质特性等因素的影响。此外还可采用冷挤压法制造空腔型材及异型材。
方管美观工艺的基本方法:
1、将方管的一端用木楔子堵结实。朝下立起(注意:要留外头儿。以方便拨出来)。把用火炒过的砂子(颗粒度不能太大。也不能太不。筛好的建筑用砂合适)趁热用漏斗慢慢灌进去。一边灌。一边用手锤敲打管壁。使干砂子充分填实后。紧紧地打入另一个同样的木楔子。直到干燥的砂子在管中没有任何松动的可能为止。
2、在工作平台上。画出方管大样:外园半径为50+外径/2。内径为50-外径/2。并在开始弯曲处与停止处点焊上掣子。防止煨过头或欠煨。
方管中输送的原料选用中粗砂细度模数2.5以上。含泥量之2%。不得含有杂物。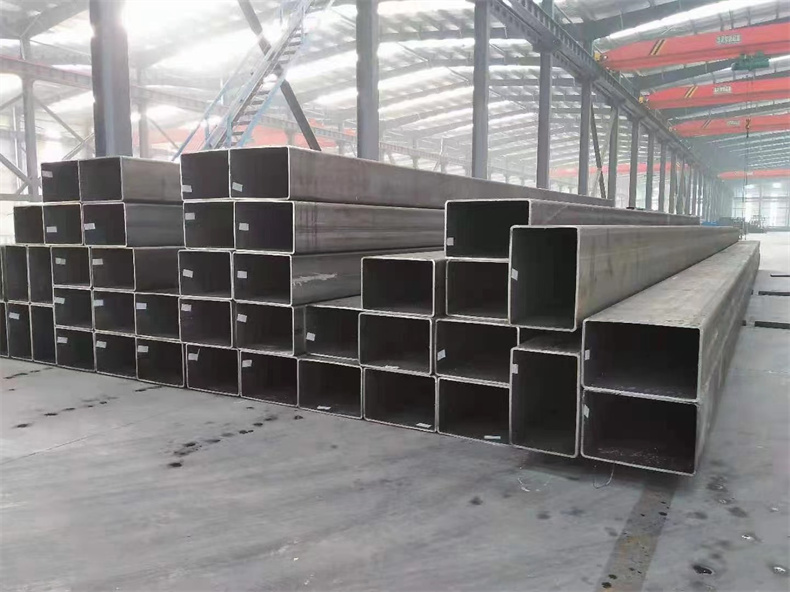
方管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。
其中焊接方管又分为:
(a)按工艺分--电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管
(b)按焊缝分--直缝焊方管、螺旋焊方管
方管按材质分:普碳钢方管、低合金方管。普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等;低合金钢分为Q345、16Mn、Q390、ST52-3等。
厚壁直角方管100*250*10可定尺激光切割打孔世界上现有较大型的电炉约14座,目前电炉正在向大型、功率以及电子计算机自动控制等方面发展,电炉容量为4t。国外15t以上的电炉几乎都用于冶炼普通钢,许多国家电炉钢产量的6~8%均为低碳钢。我国由于电力和废钢不足,目前主要用于冶炼钢和合金钢。平炉炼钢法五十年代以前,平炉钢占世界钢产量的85%。近年来,除浇铸大型铸件或供水压机等成材的大钢锭,平炉炼钢仍在发挥其作用外,由于纯氧顶吹转炉炼钢技术的发展,转炉钢的产量大幅度增长,平炉钢产量才逐年下降。