输送弯头用耐磨钢板nm360耐磨衬板nm400衬板
-
面议
及时发货
交易保障
卖家承担邮费
WNM400E具有相当高的机械强度;其机械性能是普通低合金板的3倍到5倍;可显著提高机械相关部件的磨损耐性;因此提高机械的使用寿命;降低成本。N、M—表示耐磨用途的“耐”和“磨”字汉语拼音位字母 400是布氏硬度值HB值。(400硬度值是广义的,表面硬度通常达到360~450HB。WNM400E耐磨板热处理: 调质(即淬火加回火);WNM400E执行标准: WJY040-2011。
WNM400E化学成分:
碳C:不大于0.17
硅Si:0.10-0.70
锰Mn:不大于1.50
磷P:不大于0.02
硫S:不大于0.01
铬Cr:不大于1.00
钼Mo:不大于0.35;WNM400E冲击温度为-40度,硬度比较高。
nm400耐磨板的应用
可用于冶金机械、建材机械、电力机械、矿山机械等行业中的各种易磨损设备部件的表面强化。典型的应用有四方面:
(1)根据设计要求向用户提供由nm400耐磨板做的耐磨备件,如水泥机械中选粉耐磨部件、磨机钢板、搅拌机刀片、风机叶片、磨机对滚等。
(2)直接下料滚圆焊接成各类耐磨输送管道,如粉料空气输送系统、高炉水渣系统、螺旋推进器叶片等。
(3)直接向用户提供nm400耐磨板由用户自行下料,拼焊完成现场施工项目,如料仓、溜槽、大铲斗等。
(4)根据用户零件磨损面积的大小,提供领制单元供现场拼焊维修,减轻现场焊接工作量,如工作机械的铲斗,挖泥船的挖泥斗。
WNM400E钢板下料切割 耐磨板,WNM400E钢板相对于NM400E,WNM400E钢板属于舞钢特有牌号,所以执行舞钢《WYJ》的企业标准。
WNM400E钢板化学成分:
C碳:0.25;Si硅:0.70;Mn锰:1.60;P磷:0.025;S硫:0.010;Cr铬:1.40;Mo钼:0.50;
Ni镍:1.00;B硼:0.004。
WNM400E钢板力学性能:
钢板硬度:>400Hb;冲击温度:-40℃。
WNM400E钢板可以应用在工程机械、矿山机械、建筑机械等对耐磨性有要求的部位或者零部件上。
WNM400E钢板交货状态:调质(淬火+回火)的交货状态。
良好的耐冲击性耐磨复合钢板的基板为低碳钢或低合金。不锈钢等韧性材料,体现双金属的性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。
较好的耐热性合金耐磨层推荐使用在≤600℃工况下使用,若在合金耐磨层中加入钒,钼等合金,可以承受≤800℃的高温磨损。推荐使用温度如下:普通碳钢基板推荐不380℃工况使用;低合金耐热钢板(15CrMo,12Cr1MOV等)基板推荐不540℃工况使用;耐热不锈钢基板推荐在不800℃工况使用。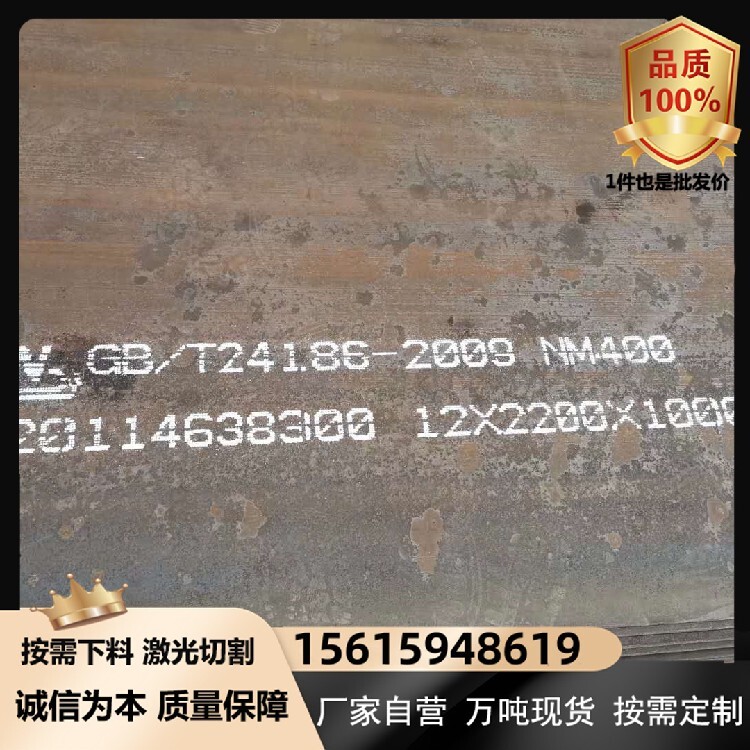
即便NM400具有高硬度和高强度的特性,但仍可进行折弯加工。耐磨钢板在进行折弯加工时,严格控制折弯内径和角度。钢板进行冷弯时钢板的强度越高,需要的弯曲力越大,回弹力和回弹角度越大,因而应采用合适的上模直径和下模开口度。为避免钢板边部因加工硬化造成弯曲开裂,可适当采用打磨机去除毛边。
焊接
手工电弧焊应选用低残留潮气的碱性焊条(必要时,应按焊条生产商的要求进行干燥处理)。同时,注意钢板和构件预热温度避免超过200℃,以免出现硬度降低的现象。
加工
NM400 加工可使用高速钢或陶瓷硬质合金钢钻头,尤其是钴合金高速钻头。
具体应用
装载机械、翻卸式矿车、自卸车、撕碎机刀片、废物处理及回收设备等。
NM500是布氏硬度为460-540HB的高硬度耐磨钢板,多应用于矿山机械、工程机械中。NM500耐磨钢板可以进行焊接、钻孔加工等方式用于需要耐磨的零部件制造中。
耐磨钢板可以进行剪切,但抗拉强度越大,所需的剪切力就越大,不建议对NM400及以上耐磨钢板进行剪切。如要剪切,剪切时应选择坚硬、锋利、并稍带一点圆边的刀刃。剪切过程中刀刃间隙也应随钢板强度的不同而变化,强度越大,刀刃间隙越大,不合理的刀刃间隙会影响切面质量。在实际操作中,具体还要依据生产设备的情况而定。