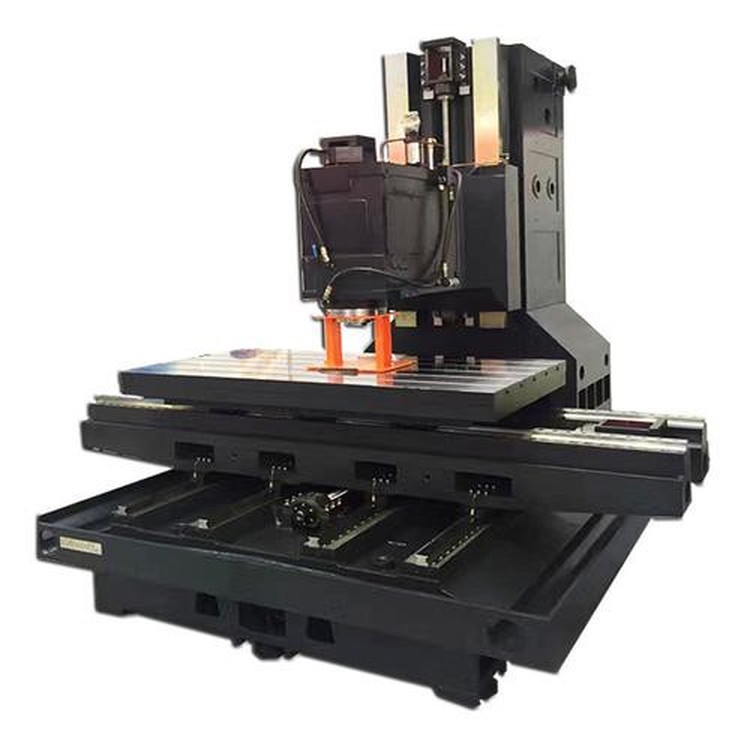
产品定义:
是由底座、立柱、鞍座、主轴头部、工作台组装而成,配上数控系统比如发那科、三菱、新代系统而成的。
技术资料(电子版)
1. 机床电气手册 1套
2. 系统编程、操作及维修手册 1套
3. 机器出厂精度检测报告 1份

质保期和技术服务
1. 机床在乙方现场正式验收合格后,进入质量期,在机床质保期内,甲方对机床出现的各类故障及时免费维修服务。(因乙方自身原因造成的损坏和损失除外)。机床出现故障,甲方在接到乙方的文字通知后,能准确判断故障原因及处理措施的,立即给予答复,如不能立即答复的在24小时内进行答复,如确实需要派人进行维修,并尽快派人到现场给予处理,具体时间视零件准备时间长短。
2. 若因乙方使用不当或自行改装后所造成之非自然损坏,不在保修范围内,乙方应支付所有维修成本。
3. 保固期满服务,甲方向乙方提供长期有偿维修和保养服务。乙方也可另择他人提供维修和保养服务。

技术培训
甲方负责为乙方进行技术培训,培训时间为3~7个工作日,培训人员2~5人,培训地点在甲方,培训内容包括机床结构、性能及功能、数控系统操作,机床维护保养等知识。培训人员食宿自理。
1580加工中心注意事项
使用1580加工中心时,有几个关键的注意事项需要遵守以确保加工的性和安全性:
选择合适的机床类型:根据实际加工情况选择硬轨或线轨,确保机床的性能与加工需求相匹配。硬轨和线轨各有优势,硬轨适合重切削和高负荷工作,而线轨则提供更高的运行速度和加工精度,同时具有较长的使用寿命。
关注机床精度:机床的精度很大程度上取决于丝杆的质量。德国力士乐的丝杆因其和稳定性而被广泛使用,这对于加工精度至关重要。
操作方式:
手动操作时,利用手动脉冲发生器进行基本操作,检查加工尺寸可以使用机床的坐标显示,简化计算工作。手动操作是基础,反映操作者的技术水平。
自动操作前,进行“试切”以检查程序和测量工件尺寸,确保加工参数正确。操作过程中注意声音判断刀具运行情况,及时清理切屑以延长刀具寿命和减少工件变形。
操作注意事项:
注意使用
检查编程错误,不要局限于单个程序段,因为计算机可能预读多个程序段。这一点对于避免加工错误非常重要3。
严禁脚踏防护罩,以避免意外伤害。
技术和设计特点:
采用滚针轴承、滚动架和多极可调节机架等技术,确保低振动、低噪声和加工。
三轴采用全伺服电机驱动,提高加工效率及精密度。刀库可自由选配,适应不同加工需求。
机床机体采用三维变径结构设计,优化结构,提高稳定性并防止变形。
遵循这些注意事项,可以确保1580加工中心的、安全运行,同时加工质量和操作人员的安全。
设备的日常维护与保养:
1、日常维护:
定期清洁与润滑:每天结束工作后,应清理机床内外部的灰尘、切屑等杂质,特别是导轨、丝杠等运动部件,避免异物导致磨损或卡死。按照制造商推荐的周期和方法对各运动部件进行润滑,正确使用润滑剂可以减少摩擦,延长机械寿命。
运行监测:在运行过程中,定期监测其运行状态,如主轴转速、进给速度、切削过程等,确保设备在正常状态下运行。
2. 定期保养:
更换易损件:定期检查刀具、刀具夹头、传感器等易损件的磨损情况,及时更换以加工质量。
检查紧固件:检查螺钉、螺母、卡爪等紧固件是否松动,特别是刀库、主轴、导轨连接处的螺栓,确保无松动现象。
检查电气系统:定期检查电气接线、传感器、控制板等是否有异常,确保电气系统的稳定性和可靠性。
检查冷却系统:清洁冷却液管道,检查冷却液的水平和质量,并及时更换或维护冷却系统的元件,以确保机床的温度保持在合适的范围内。
3. 保养管理:
建立保养制度:维护与保养工作进行制度化管理,制定详细的保养计划和保养流程,确保保养工作的有序进行。
培训操作人员:对操作人员进行定期培训,提高其设备维护与保养能力,确保设备得到正确的保养。
记录与统计:维护与保养工作进行记录和统计,分析设备的运行状态和故障情况,为设备的改进和优化提供依据。
通过上述的日常清洁、定期检查与调整、及时更换磨损件、以及安全与环境条件的管理,可以显著提升机床的使用寿命和加工效率。