
管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求 执行SY/T0413-2002,为聚和高密度聚主要支配,维卡软化点不低于110℃;根据德DIN30670-1991基于确定的低,中密度聚防腐层的厚度,E防腐层的抗冲击强度桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩

3pe防腐钢管具有抗腐蚀、硬度高、疲劳强度高、性好的材料,并加以适当的热处理,表面强化等步骤,有效的了管道的使用年限施工中先开启传动线,再开启中频感应预热装置,以免出现钢管局部过热的情况;钢管经过传动线进入中频加圈,远红外测温仪测其温度状况,将温度控制在所需范围内,时时监测钢管的温度,生产运行情况记录下来;工作人员定时观察冷却水情况以及工作电压的运行情况,如发现异常情况马上停机处理采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,外控或内控辊式成型,焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制

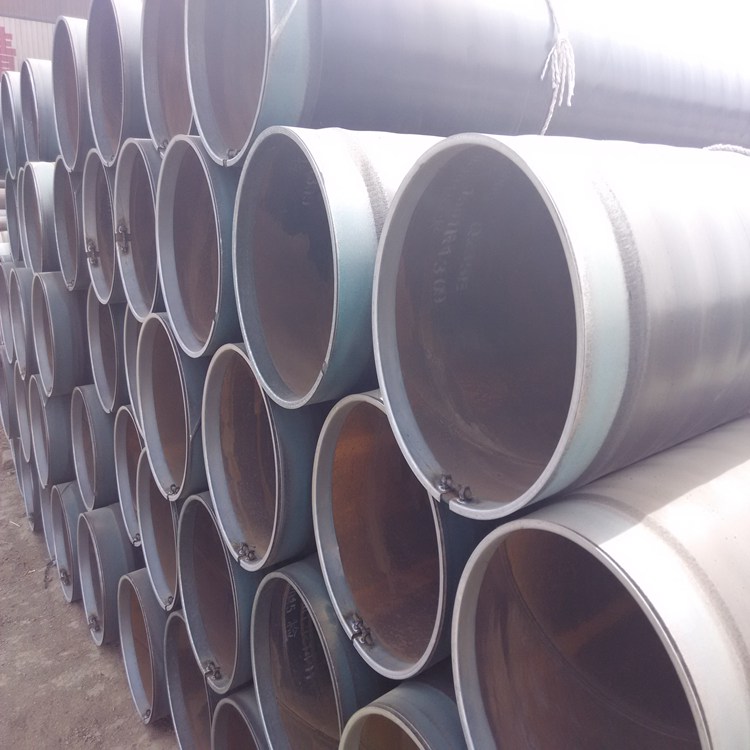
防腐百科:E防腐与2pe防腐的区别E防腐钢管为三层PE防腐结构:一层环氧粉末(FBE)防腐层厚度>100um,二层胶粘剂(AD)防腐层厚度170~250um,三层聚(PE)防腐层厚度2.5~3.7mm,2PE防腐钢管为二层PE防腐结构,胶粘剂于聚二种材料融为一体,层厚度同 E防腐相同 将管坯的两个边缘加热到焊接温度后,在辊的下,形成共同的金属晶粒互相渗透、结晶形成牢固的焊缝,螺旋钢管若力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果力过大,将会使熔融状态的金属被挤出焊缝,不但了焊缝强度,而且会产生大量的内外毛刺,会造成焊接搭缝等缺陷 高频直缝钢管是通过高频焊接机组将一定的规格的长条形钢带卷成圆管状并将直缝焊接而成钢管,根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的