齐齐哈尔插片散热器市场报价,插片式散热器怎么加工
-
面议
及时发货
交易保障
卖家承担邮费
试模或生产开始时,挤压机自动关闭,各段开关为零。从小压力开始缓慢起压,出料约3-5分钟,铝填充过程主要控制压力。压力控制在100Kg/cm电流计数据为2-3A一般80-120Kg/cm2能出料,以后才能慢慢加速,正常生产时挤压速率低于120Kg/cm2为准。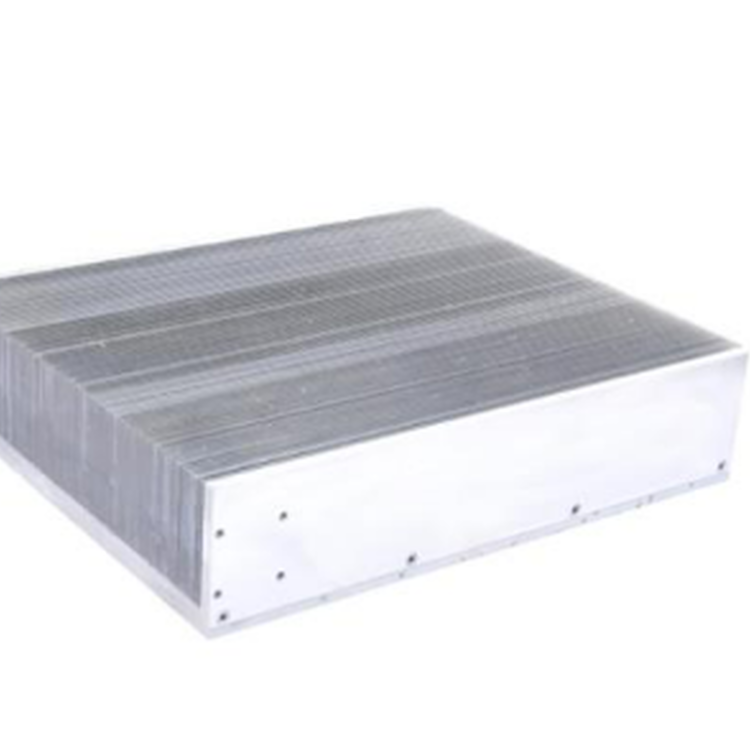
在模具试验或生产过程中,如果发现模具堵塞、偏齿、速度误差过大,应立即关闭,并以点退的形式卸载模具,防止模具报废。
为了提高电子元件翅片散热器的散热性能,开发了插件式热管翅片散热器,并在自然对流和强制对流环境中进行了实验研究。实验结果表明,热管翅片散热器与传统散热器在自然对流环境下对热原温度的控制差异不明显,但随着加热功率的提高,热管翅片散热器的优势逐渐显现.热管翅散热器热原表面平均温度低于常规散热器.5℃左右;随着加热功率的增加,热管翅片传热性能的提高,热管翅片散热器热原表面的平均温度低于传统翅片散热器,证实热管翅片散热器更适合大功率设备的排热.通过提高翅片材料的导热系数,可以有效提高散热器的散热性能.
长期使用地暖可破坏人体的循环系统,能够引发一些呼吸道的疾病。由于在地板上面存留着大量的病毒和细菌,在地暖加热的时候,会使它们非常的活跃,引发疾病。采用插片散热器取暖的话,是对流散热加热空气,然后再传递给人体,不会产生上述的现象,为了家人的健康,采用插片散热器取暖是非常合理的方式。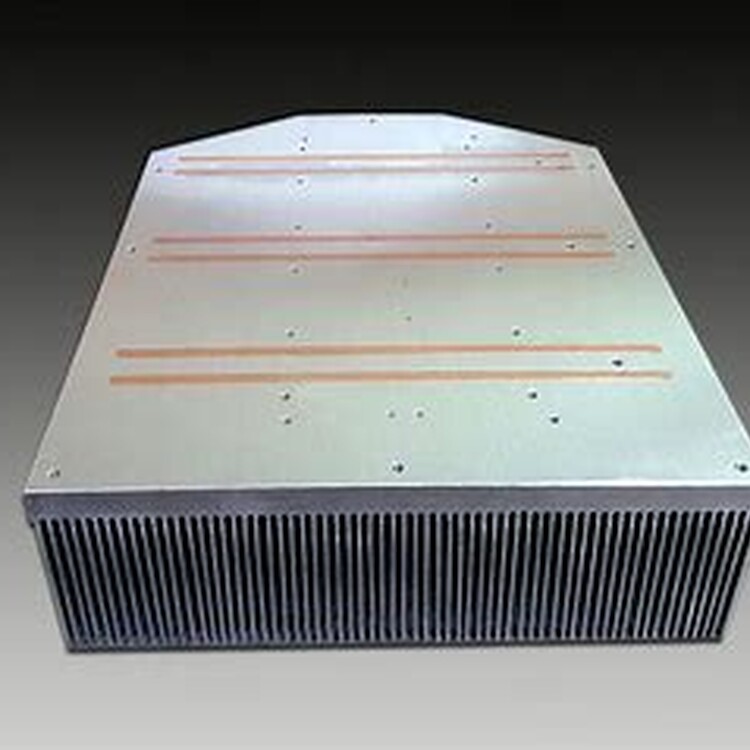
中心距指的是暖气片上面进水口的圆心到下面出水口圆心之间的距离,也可以直观的反映暖气片的高度;暖气片的满高是指暖气片的总高度。这两个参数是暖气片在高度上的表现,目前市场上暖气片高度在300-2000mm,常见的尺寸有600mm、1500mm、1600mm、1800mm。
对于高密齿和舌比大的模具试模时,支铝棒是150-200mm的短铝棒或纯铝棒。
试模前,调整好挤压中心,挤、盛锭筒和模座出料口在一条中心线上。
在试模和正常生产过程中,铝棒加热温度要在480-520℃之间。