自动化安庆VMC-1580L立式加工中心
-
面议
及时发货
交易保障
卖家承担邮费
苏州特鲁特数控机床科技有限公司坐落于德企之乡-江苏太仓浏河镇新闸村1幢,是一家集研发、与销售为一体的数控机床服务商。机床铸件采用进口龙门五面体、卧式锂铢加工中心、龙门加工中心、龙门导轨磨床等设备作为加工母机,同时配备进口激光干涉仪、循圆仪、动平衡仪等检测设备。
公司产品 VMC系列高刚性立式加工中心机, VMC-L系列高速立式加工中心机、VMC系列钻攻、精雕高速中心机、GMC系列与FD系列龙门加工中心机、HMC系列卧式加工中心机CFA五轴系列、镗铣床BMC系列、VMC-2T系列双主轴双Z轴立式加工中心机、车铣复合LA系列、HTB数控车床系列、韩国进口车齿机系列等,充分满足目前率零件加工行业需求,大效率节省人工。同时引进敏捷化进口设备代理销售, 及时地为使用者提供更具个性化的机床产品。
以“诚信经营、永续创新”为经营理念,以“坚持追求机床与”为目标,突破传 统营销理念,在不断努力为各类加工制造企业提供高性价比的数控设备的基础上,致力于为用户提供 切削类加工的单机、FMC、FMS、FA、CIMC、的集成化运用服务,使机床成为我们提供切削类整体加工解决方案的有效载体。
的营销技术团队,协助客户进行机床选型、工艺分析、制定工艺方案和提供交钥匙工程; 、迅速的服务管理模式,能有效管控与反馈订单的进展状况和机床质量;快速的售后服务回应机制,免除使用者的后顾之忧,使每位选择的用户都能拥有的售前、售中和售后服务。

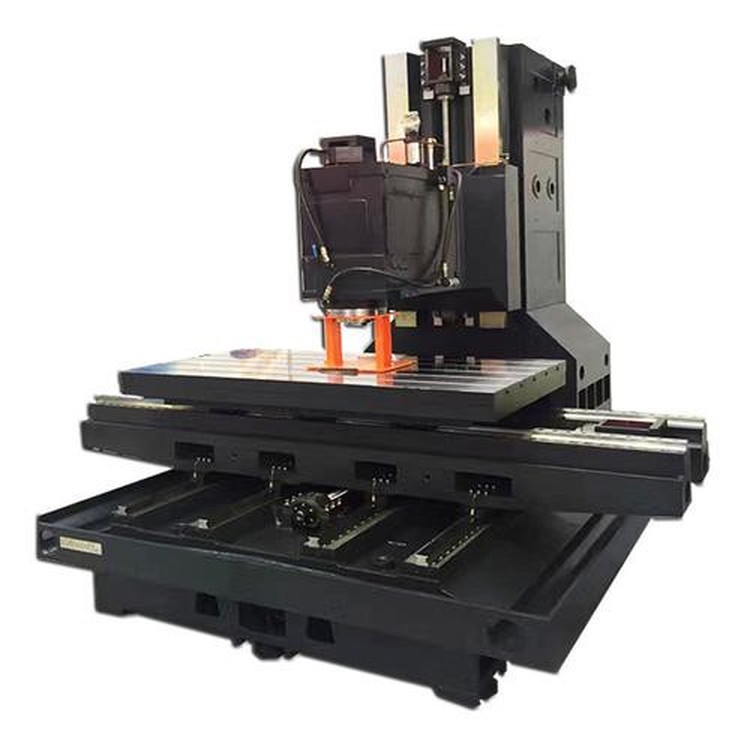
VMC-1580立式加工中心机型特点说明
1:铸件设计:
VMC-1580所有铸件经过电脑计算分析,合理的结构强度及加强筋的搭配,提高机械之高刚性。铸件材质采用米汉纳(密烘)铸件HT300。能机床长期的稳定性和加工,铸件均做的退火处理,有利消除内应力,防止长期使用铸件变形。
底座设计:
机台底座结构宽实,全为重负荷全支撑设计,可确保加工时之重切屑能力, 机台底座采用油水分离盒设计,避免切削液因混合而劣化,延长切削液的使用。
立柱设计:
立柱为人字型三角结构,鞍座加宽加长,重负荷全支撑设计,结构结实。
主轴头及主轴设计:
主轴头内以筋骨强化结构,接触长度比率适当,更能提供主轴之稳固支撑, 主轴中心到立柱Z轴轨道面距离为882mm,加工范围更大。
主轴采用德国FAG P4级或日本NSK P4级高速高精密级斜角滚珠轴承,标准转速可达6000rpm,主轴装配利用IRD动态平衡校正设备,线上直接校正主轴动态平衡,使主轴在高速运转时避免产生共振现象,确保佳的加工精度。主轴使用高强韧四瓣爪拉刀,接触面大,抓刀力强,刀柄拉钉损耗小,寿命长。标准配备的主轴气幕防尘装置杜绝了加工过程中铁屑和灰尘侵入主轴轴承现象,了主轴内部的纯净品质。从而也起到延长使用寿命。
2: 传动方式:螺杆及线轨
三轴马达与精密高速滚珠螺杆采用台湾上银C3级或银泰C3级直结传动及装配预拉,提前消除机床连续运动产生的热升温而造成的螺杆膨胀。X/Y轴采用滑动导轨支撑,可支撑重负荷、快速移动,确保定位精度更佳,X轴方向滑动导轨2根,Y轴方向滑动导轨4根,Z轴采用硬轨,使机床在切削时及移动时获得佳的切削刚性及稳定性,具有高刚性、低噪音、低摩擦的特性,Z轴配合氮气配重,无下滑现像,以确保主轴拥有的刚性和强度及佳的切削稳定性。机台快速位移X/Y/Z轴24m/24m/12m/min,率加工,减少加工时间。
3:刀库设计:
采用台湾刀库,快速、简易操作及命的刀具交换装置,提供平稳可靠的的刀具交换动作。特的刀具交换装置设计,已更新为电子式煞车驱动机构,去除了以往凸轮式结构使用几年后出现煞车片磨损需要更换问题。
4:板金设计:
设计的机台钣金外型美观,符合人体工学及国家CE标准,广受用户赞赏欢迎,配置防爆钢化玻璃,防护工件飞出误伤人员,侧窗都配有两道安全门锁,避免操作人员开启造成意外。排屑功能上,VMC-1580设计为机内底盘冲水装置,切屑片被冲屑装置的大量切削液带至机器前端的履带式除屑机(含积屑小车)。机器内配置有高亮度的LED工作灯,便于操作者装卸工件、量测等工作,配置的工作灯具有防尘、防爆等功能。
5:配电设计及面板:
操作面板采用台湾品牌原装进口面板,所有主要线材采用台湾原装进口线材,可耐外力拉扯耐油污腐蚀耐高温,质量达日本机台等级,于一般国产品牌厂使用粗糙线材,容易出现线材老化按键接触不良问题。活动式手轮旋转零件采用日本进口,使用寿命更长,背面配有强力磁铁,操作时可以稳固吸附在任意金属钣金上面方便使用,且具有轴别的选定,进给率的选择等多项功能,配有挠性延长线,方便刀具设定与工件座标设定,操作方便。电气箱配有干燥除湿包,避免空气中的湿气造成电器组件生锈。
技术资料(电子版)
1. 机床电气手册 1套
2. 系统编程、操作及维修手册 1套
3. 机器出厂精度检测报告 1份

技术培训
甲方负责为乙方进行技术培训,培训时间为3~7个工作日,培训人员2~5人,培训地点在甲方,培训内容包括机床结构、性能及功能、数控系统操作,机床维护保养等知识。培训人员食宿自理。
1580加工中心的构造特点主要包括高钢性、重切削、、率以及的控制系统。
高钢性、重切削:1580加工中心采用树脂砂耐磨铸件,具有强韧的筋骨,超大立柱和宽低座设计,采用蜂巢式结构。经过退火处理,消除了应力,了长久不变形。三轴采用钢性的矩形导轨,能够承受重切削,工作台经过精密研磨和淬火处理,大大增强了表面硬度12。
:三轴传动采用台湾C3级精密滚珠丝杆,安装P3级轴承,确保了定位精度和重复定位精度。三轴均采用日本三菱伺服马达和主轴电机,直联传动,提供了强劲的动力,确保了在强大承载能力下的进给精度。采用国际品牌的P3级主轴,确保了主轴的可靠性高、寿命长、噪音小、震动小、精度高的优点。
率:1580加工中心运行速度快,大幅提升了加工效率和加工精度。采用德国力士乐线轨,性能稳定,做工精细,使用寿命长。线轨的运行方式是滚动摩擦,所承受的摩擦力较小,进一步提高了效率和精度。
的控制系统:采用世界的三菱数控系统,M60S系列均采用伺服驱动,确保了控制系统的稳定性高、速度快,表面光滑,精度高等优点。所有M60S系列控制器都配备了RISC64位CPU,具有坐标显示值转换可自由切换、标准内载波形显示功能、缓冲区修正机能扩展等特性,适应内含以太网络和IC卡界面,可对应Windows多种版本。
综上所述,1580加工中心以其高钢性、重切削的能力,和率的特点,以及的控制系统,成为现代制造业中精密加工领域的重要设备。
1580加工中心注意事项
使用1580加工中心时,有几个关键的注意事项需要遵守以确保加工的性和安全性:
选择合适的机床类型:根据实际加工情况选择硬轨或线轨,确保机床的性能与加工需求相匹配。硬轨和线轨各有优势,硬轨适合重切削和高负荷工作,而线轨则提供更高的运行速度和加工精度,同时具有较长的使用寿命。
关注机床精度:机床的精度很大程度上取决于丝杆的质量。德国力士乐的丝杆因其和稳定性而被广泛使用,这对于加工精度至关重要。
操作方式:
手动操作时,利用手动脉冲发生器进行基本操作,检查加工尺寸可以使用机床的坐标显示,简化计算工作。手动操作是基础,反映操作者的技术水平。
自动操作前,进行“试切”以检查程序和测量工件尺寸,确保加工参数正确。操作过程中注意声音判断刀具运行情况,及时清理切屑以延长刀具寿命和减少工件变形。
操作注意事项:
注意使用
检查编程错误,不要局限于单个程序段,因为计算机可能预读多个程序段。这一点对于避免加工错误非常重要3。
严禁脚踏防护罩,以避免意外伤害。
技术和设计特点:
采用滚针轴承、滚动架和多极可调节机架等技术,确保低振动、低噪声和加工。
三轴采用全伺服电机驱动,提高加工效率及精密度。刀库可自由选配,适应不同加工需求。
机床机体采用三维变径结构设计,优化结构,提高稳定性并防止变形。
遵循这些注意事项,可以确保1580加工中心的、安全运行,同时加工质量和操作人员的安全。