汕头出口螺旋钢管非标长度
-
¥3000.00
及时发货
交易保障
卖家承担邮费
在进行焊接的时候,堆积的焊剂的厚度应该在二十五到四十五之间,还有在进行使用的时候应该注意,焊剂的颗粒度大、密度小的在进行堆积的时候应该要取值,要是反之的话,应该取小值。壁厚是一重要参数,在《机械设计手册》第3册给出的管道壁厚的设计公式管壁厚(mm)P:管内介质压力(MPa);D:管外径(mm);工作温度下的管材许用应力(MPa);j:管材纵向焊缝系数,无缝钢管j=1;对焊接钢管j=0.8;C:管壁厚度附加值(mm);包括制造负偏差C1;腐蚀裕度C2;螺纹深度内筋嵌入式衬塑钢管按以上理论确定焊管壁厚。管道材料的许用应力[δ]一般按材料的各项强度分别除以对应的安全系数,取其中的小值作为该材料的许用应力,该值为管道材料容许承受的应力。在制作螺旋钢管时经常出现错边的现象,这样就降低了生产效率,所以很有必要预防这一现象的发生。造成钢管错边的主要因素是钢带的镰刀弯,在螺旋焊管成型中,钢带的镰刀弯会不断地改变成型角,导致焊缝间隙变化,从而产生开缝,错边甚至搭边。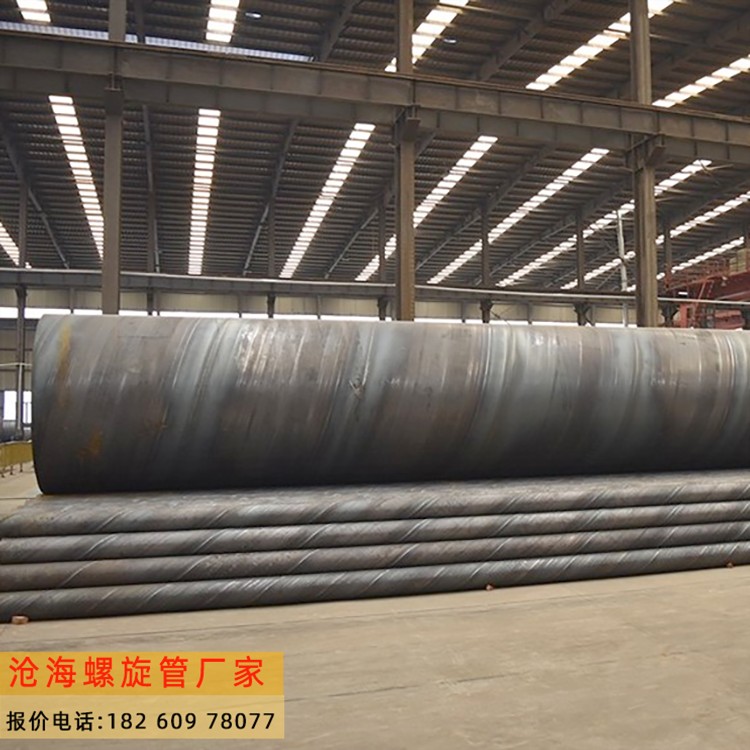
近年来,有许多研究者将螺旋管技术运用于微滤、纳滤、渗透以及膜蒸馏等中空纤维膜传质分离过程,都取得了良好的效果.这是因为螺旋管可以在管道内部形成与管的轴向垂直的二次流动,这种二次流动与轴向主流复合成螺旋式的前进运动这样对于流体的层流传质,它不仅仅依靠流体的径向扩散,还有径向二次流的作用,相当于将边界层进行了破坏,更新传质表面.增强了流体在层流运动时的混合,提高传质效果.螺旋管也会改进管外流型,即壳层流动的流型.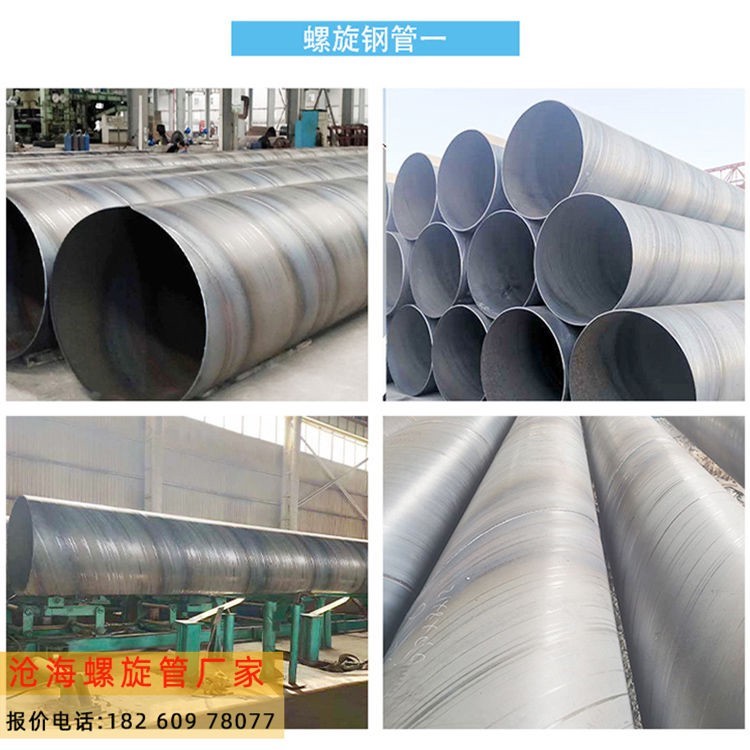
检验输水工程用螺旋管是否合格,查看的办法是用设备查看,就是在不危害管材的情况下借用超声波探伤,射线探伤,浸透探伤,以及磁力探伤的办法能够查看出螺旋钢管有没有看不到的缺陷。除了缺陷的查看外,还要进行受压容器的强度查看。通常有水压试验和气压试验两种。这样的查看是为了看出螺旋钢管的焊缝细密性,通常用气压查看更为。