合肥高速高精车铣复合数控车床,直补Y系列
-
面议
及时发货
交易保障
卖家承担邮费
加工效率与精度是金属加工领域追求的永恒目标。随着数控技术、计算机技术、机床技术以及加工工艺技术的不断发展,传统的加工理念已不能满足人们对加工速度、效率和精度的要求。在这样的背景下,复合加工技术应运而生。一般来说,复合加工是指在一台加工设备上能够完成不同工序或者不同工艺方法的加工技术的总称。复合加工技术主要表现为2种不同的类型,一种是以能量或运动方式为基础的不同加工方法的复合;另一种是以工序集中原则为基础的、以机械加工工艺为主的复合,车铣复合加工是近年来该领域发展为迅速的加工方式之一。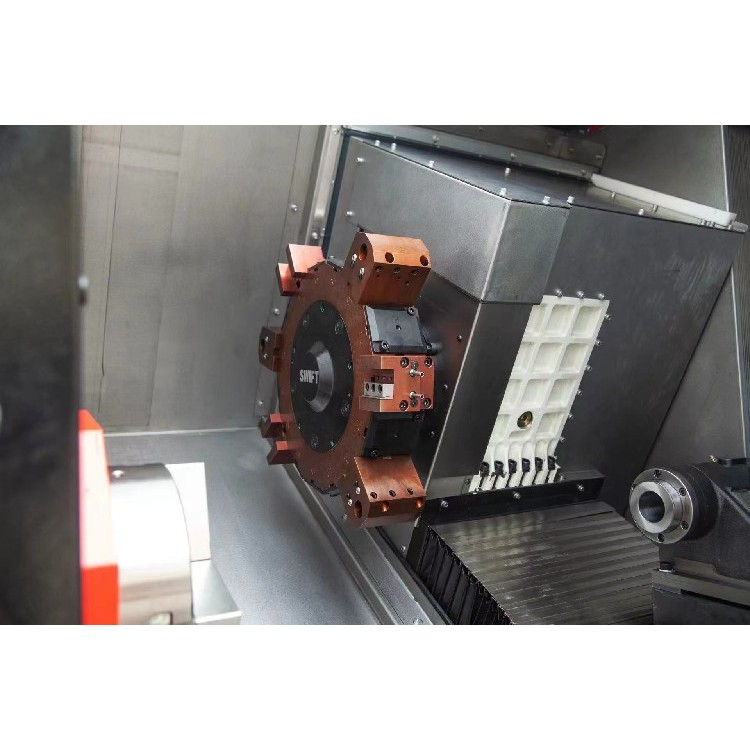
车铣是利用铣刀旋转和工件旋转的合成运动来实现对工件的切削加工, 使工件在形状精度、位置精度、已加工表面完整性等多方面达到使用要求的一种切削加工方法。车铣复合加工不是单纯的将车削和铣削两种加工手段合并到一台机床上,而是利用车铣合成运动来完成各类表面的加工,是在当今数控技术得到较大发展的条件下产生的一种新的切削理论和切削技术。
数控车铣复合机床是复合加工机床的一种主要机型,通常是在数控车床上实现平面铣削、钻孔攻丝、铣槽等铣削加工工序,具有车削、铣削以及镗削等复合功能,能够实现一次装夹、全部完上的加工理念。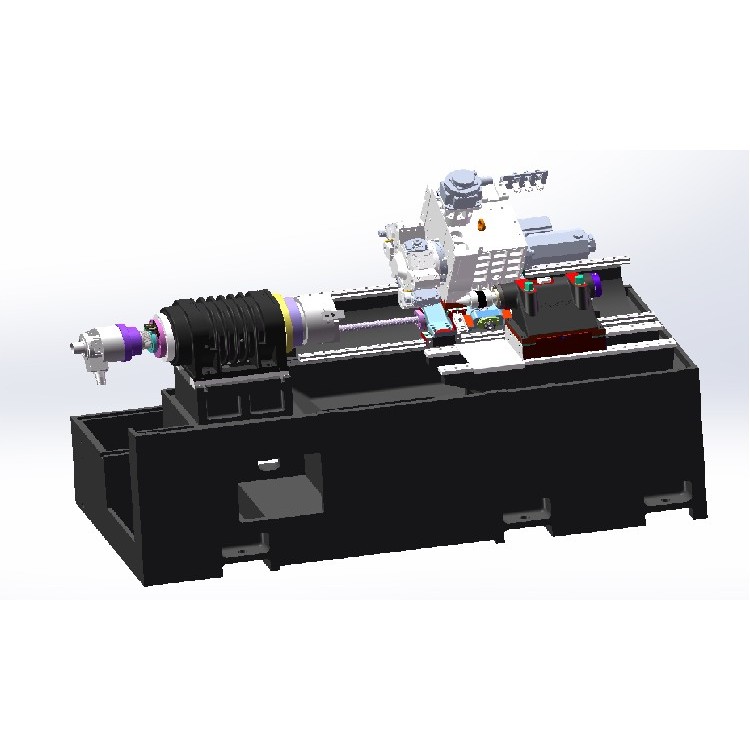
(3)减少占地面积,降低生产成本。紧凑美观的外形设计,改善了空间利用方式,维护修理更方便让客户得到大的满意;虽然车铣复合加工设备的单台价格比较高,但由于制造工艺链的缩短和产品所需设备的减少,以及工装夹具数量、车间占地面积和设备维护费用的减少,能够有效降低总体固定资产的投资、生产运作和管理的成本。
KM2触点(8- 17)闭合代替KM1触点(8- 17)使KM4 -直保持得电。KM2和KM4得电,使三相电源经过KM2主触点、限流电阻R及KM4主触点反接给电动机供电,电动机进行反接制动。当电动机的转速降低到接近零速时,速度继电器的正转动合触点KPl (17 - 21)打开,切断KM2的通电回路,使KM2和KM4相继释放,及时切断电动机的反接电源,电动机制动结束。反向运行时的制动过程与正向相似,此时参与控制的电器是速度继电器KP2、接触器KM1、KM4。
车铣复合加工机床通常是五轴的。
车铣复合加工机床具有x、y、z、a、c五个轴,其中x、y、z轴和a、c轴形成车铣复合联动加工,擅长空间曲面加工、异形加工、镂空加工、打孔、斜孔及斜切等。这种机床的设计使得工件在一次装夹中可以完成复杂的加工,适应如汽车零部件、飞机结构件等现代模具的加工需求。车铣复合加工中心通过其多轴联动的能力,能够显著提高生产效率和加工精度,是现代制造业中重要的加工设备之一。