四川机床搬迁与精度检测电话
-
面议
及时发货
交易保障
卖家承担邮费
机床检测的项目有哪些?
线性轴和回转轴的定位精度,即:反向误差、定位精度、重复精度、位置偏差等。机床几何精度:直线度、角度、垂直度、平面度、平行度等。
机床检测是什么
传统的精度误差测量方式分辨能力很低,系统误差的客观存在不仅直接影响
到机床的加精度,同时也使得其它因素在精度的测量过程影响到测量的准确
度。现代的机床精度检测则采用超精密的检测设备,通过具有高分辨率的双频激
光F涉仪来实现对机床的精密测量。这种的T涉仪,能够从系统本身、测
量方式以及环境条件等方面出发,通过对误差来源的分析,采用实现有效的补偿
手段来完成检测工作。要想有效实现机床精度的检测,要设计出具体的测量
方案,再进行误差分析的设计,后通过误差的软件补偿技术来实现检测精度的
提升。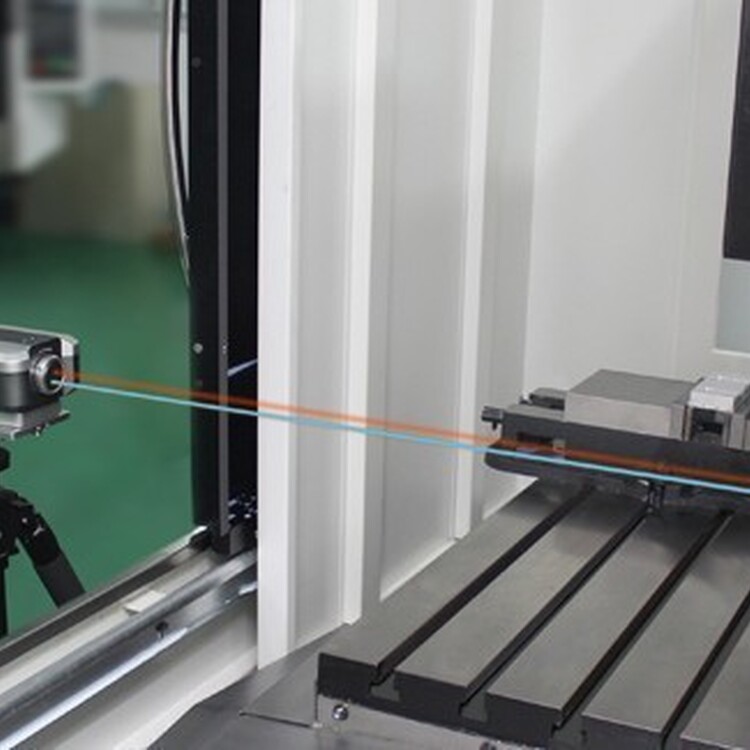
机床的维护是怎么样的?
机床的维护工作主要是注意清洁、润滑和合理的操作。
日常维护保养工作分为以下三个阶段进行:
1)工作开始前。检查机床各部件机构是否完好,各手柄位置是否正常;清洁机床各部位,观察各润滑装置,对机床导轨面直接浇油润滑;开机低速空运转一定时间。
2)工作过程中。主要是正确操作,不允许机床超负荷工作,不可用精密机床进行粗加工等。工作过程中发现机床有任何异常现象,应立即停机检查。
3)工作结束后。清洗机床各部位,把机床各移动部件移到规定位置,关闭电源。
1定位精度的检测
检测机床的定位精度,常用标准有两种:
●德国VDI/DGQ3441标准(机床运行精度和定位精度的统计方法)。
●美国AMT标准(美国机械制造技术协会制定)。
用两个标准,测量数据的整理均采用数理统计方法。即沿平行于坐标轴的某
一测 量轴线选取任意几个定位点(- -般为5~15个),然后对每个定位点重复进行
多次定位(一般为5~13次)。可单向趋近定位点,也可以从两个方向分别趋近,
然后对测量数据进行统计处理,求出算术平均值。进而求出平均值偏差、标准差、
分散度。分散度代表重复定位精度,它和平均值偏差一起构成定位精度, 两者之
和是在任意两点间定位时可能达到的大定位偏差。
由于被测坐标轴长度不尽相同,因而其定位精度的线性允差的给定方式不应
是单一的,而应有所区别。国标GB10931-89数字控制机床位置精度的评定方法
中规定,轴线定位精度线性允差的给定方式主要有以下几种:
●在全行程上规定允差;
, 根据被测对象长度分段规定允差;
●用局部公差方式规定允差;
既规定局部公差,同时也规定全行程允差。
根据固定式和移动式区分测试状态和测试项目
1、发射标准
a)固定式服务机器人:
应在正常工作模式下进行全部项目的测试。
b)移动服务机器人:
应在充电模式、工作模式及回充寻找模式下分别进行测试,测试项目为:
1)充电模式(本体+充电器) : 谐波电流、电压波动与闪烁、传导骚扰、辐射骚扰;
2)工作模式(本体) : 辐射骚扰;
3)回充寻找模式(本体+充电器) : 谐波电流、电压波动与闪烁、传导骚扰、辐射骚扰。
2、抗扰度标准:
1 )移动服务机器人:
应在充电模式、工作模式和回充寻找模式状态下分别进行测试,测试项目为: .
--充电模式(机器人本体连接充电器) : 适用的全部测试项目;
--回充寻找模式:适用的全部测试项目
--工作模式(机器人本体) :工频磁场、射频电磁场、静电放电。
工作模式测试状态:服务机器人应在以绝缘支架支撑底部确保机器人悬空的状态下,以60% ~ 80%的高速度或典型速度进行试验,选择典型速度。
2 )固定式服务机器人:
机器人检测的背景技术:
在机器人的研发、制造上,尤其是工业机器人,我国与工业发达国家的差距较大,主
要表现在关键零部件基础薄弱、可靠性和精度不高。
重复定位精度作为机器人的一项重要的技术参数,其测量是机器人出厂前的必检项目
之一。
目前,测量机器人重复定位精度检测设备主要有激光跟踪仪和三坐标测量仪。其中,
激光跟踪仪测量实施过程简单、测量精度高,但是设备昂贵, 不是大部分中小企业所
负担得起的。另外,测量过程中,激光需要一-直跟踪机器人末端的靶球 ,机器人运动
速度不能很高,否则容易出现断光。而三坐标测量仪测量实施过程中,机器人与三坐
标测量仪之间需要进行动作协调,否则容易造成干涉,损坏测量仪,操作比较繁琐,
设备也比较昂贵。